

1) Ручная и механическая формовка песчаных смесей.
Ручную формовку применяют а единичном и мелкосерийном производствах при изготовлении крупных отливок. В большинстве случаев песчаные разовые формы изготовляют в парных опоках по разъемной модели. Кроме того, в парных опоках производят формовку по неразъемной модели. Для крупных отливок массой в несколько десятков тонн формы изготовляют в специальных ямах {кессонах}, дно которых находится ниже уровня пола цеха. Стенки и дно кессона, как правило, облицовывают батоном или железобетоном. Машинная формовка — основной метод изготовления литейных форм в парных опоках — осуществляется по модельным плитам. Машинная формовка позволяет механизировать уплотнение формовочной смеси в опоках и удаление модели из формы (самые трудоемкие операции), а также произвести вспомогательные oneрации: поворот полуформ, устройство литниковых систем и др. При машинной формовке улучшается качество уплотнения форм, повышаются точность геометрических размеров отливок и производительность. Уплотнение формовочной смеси производят на встряхивающих и прессовых машинах, а также с помощью пескомета.
При
уплотнении форм на встряхивающих машинах
(рис.22, а)
стол
2
вместе
с модельной плитой 3,
опокой
4
и
формовочной смесью поднимается сжатым
воздухом на высоту 60—80 мм, а затем
автоматически происходит выпуск воздуха
из полости цилиндра в атмосферу и стол
падает, ударяясь о станину /. Под действием
сил инерции лежащие выше слои давят на
лежащие ниже и происходит уплотнение
формовочной смеси. Встряхиванием
можно уплотнять формовочную смесь в
опоках любой высоты.
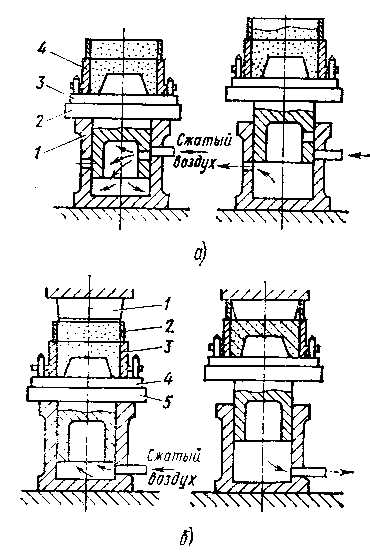
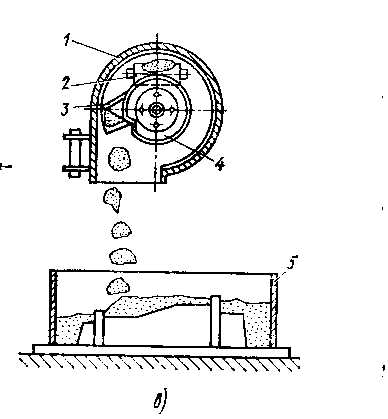
Рис.22. Схемы уплотнения формовочной смеси
а - встряхиванием; б - прессованием; в – пескометом.
При уплотнении прессованием {рис.22 б) прессовая колодка 1 давит на поверхность смеси, находящейся в опоке 3 и наполнительной рамке 2. В процессе прессования стол 5 поднимается вместе с модельной плитой 4, опокой и наполнительной рамкой навстречу прессовой колодке, которая входит внутрь наполнительной рамки. В результате прессования песчинки сближаются и прочно сцепляюгся между собой.
При уплотнении пескометом (рис.22 в) формовочная смесь подается ленточным конвейером 2 в головку и захватывается ковшом 3, укрепленным на вращающемся роторе 4. Формовочная смесь ковшом выбрасывается в опоку 5. Уплотнение формовочной смеси происходит при помощи кинетической энергии движения порции смеси при падении ее на поверхность уплотняемой формы.
Извлечение моделей из форм при машинной формовке осуществляют с помощью специальных вытяжных и поворотных механизмов что способствует получению более точных отливок.
Изготовление стержней заключается в формовании сырых стержней, их сушке, отделке и окраске. Для повышения прочности стержней в них закладывают каркасы, а для увеличения их газопроницаемости в них делают вентиляционные каналы. Сушку стержней производят на металлических сушильных плитах при температуре 200-280 °С в течение 2-12 ч. Изготовляют стержни в большинстве случаев на различных стержневых машинах: встряхивающих, прессовых и пескодувных, а также на установках с использованием жидкоподвижных самотвердеющих смесей.
Сборка литейных форм включает установку стержней, контроль точности размеров основных полостей формы, накрывание нижней полуформы верхней, скрепление полуформ перед заливкой. Заливают формы расплавленным металлом из конических, барабанных и других ковшей, футерованных огнеупорным материалом и высушенных до полного удаления влаги. Температура заливки металла зависит от рода сплава, толщины стенок отливок, их конфигурации и т. п. Заливку форм ведут без перерыва, с полным заполнением литниковой чаши.