

10.2. Состав и классификация робототехнических комплексов
Робототехнический комплекс – это автономно действующая совокупность технологических средств производства, включающая основное и вспомогательное технологическое оборудование и промышленные роботы, выполняющие технологические основные и вспомогательные операции, а также обеспечивающая полностью автоматический цикл работы внутри комплекса и его связь с входными и выходными потоками остального производства.
РК классифицируют по пяти признакам:
по функциональному признаку;
по области применения;
по структурному признаку;
по компоновочному признаку;
по типу производственного подразделения.
По функциональному признаку различают роботизированный технологический комплекс (РТК) и роботизированный производственный комплекс (РПК).
Роботизированный технологический комплекс – это автономно действующая совокупность технологических средств производства, включающая единицу или группу технологического полуавтоматического оборудования, взаимодействующего с одним или несколькими ПР, и набор вспомогательного оборудования, обеспечивающего полностью автоматический цикл работы внутри комплекса и его связь с входными и выходными потоками остального производства.
Роботизированный производственный комплекс – это автономно действующая совокупность технологических средств производства, включающая, как минимум, один промышленный робот, выполняющий основные операции технологического процесса (сборку, сварку, окраску и т. п.), и набор вспомогательного оборудования, обеспечивающего полностью автоматический цикл выполнения технологических операций внутри комплекса и его связь с входными и выходными потоками остального производства. При этом автоматизация вспомогательных операций внутри комплекса может выполняться с помощью других ПР.
По области применения различают следующие роботизированные комплексы: механообработки; холодной штамповки; ковки; литья; прессования пластмасс; термической обработки и гальванопокрытий; сварки; окраски; транспортирования; контроля и испытаний; сборки.
По структурному признаку различают:
однопозиционные РТК, включающие один ПР в комплекте с единицей технологического оборудования станок – робот, пресс – робот, то есть «оборудование – робот» (рис. 10.1).
групповые РТК, включающие один ПР, обслуживающий группу однотипного или разнотипного технологического оборудования (рис. 10.2);
Рисунок 9.2
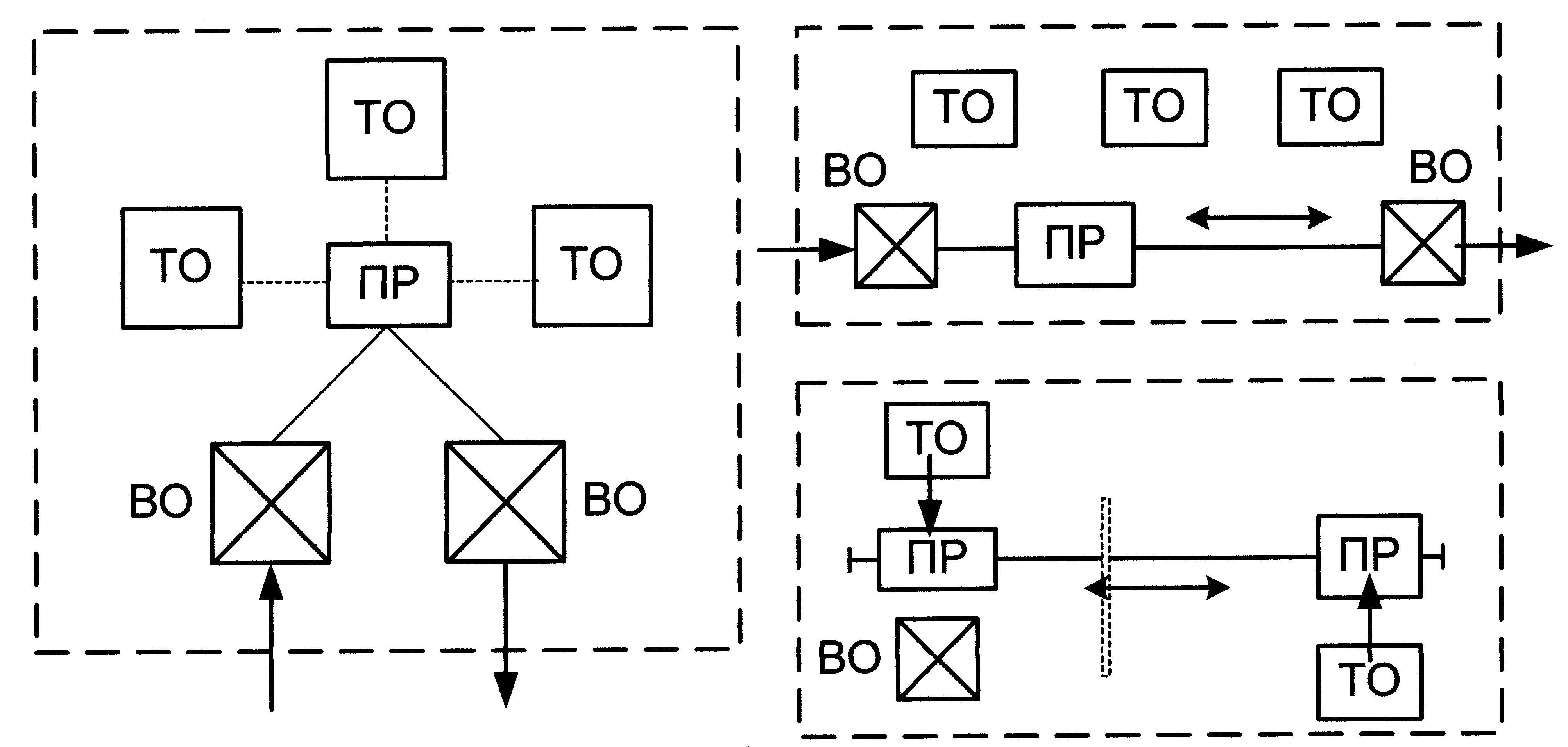
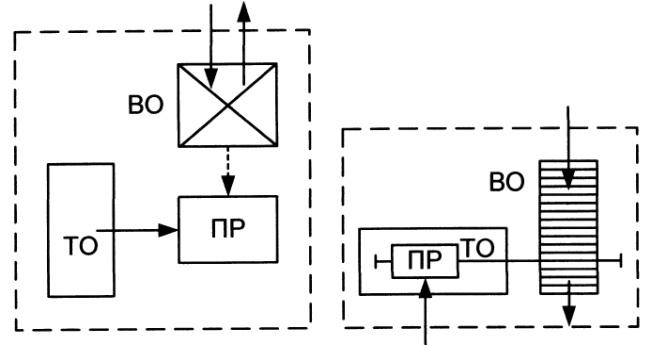
Рис. 10.1 Рис. 10.2
многопозиционные РК (роботизированные центры РТЦ или РПУ), включающие группу ПР (рис. 10.3), выполняющих взаимосвязанные или взаимодополняющие функции (например, один ПР заливает металл в машину литья под давлением, а другой снимает готовые отливки; группа ПР осуществляет ряд сборочных операций на многопозиционном поворотном столе).
Таким образом, структурный признак отражает взаимодействие ТО внутри комплекса.
По компоновочному признаку различают шесть типовых схем. Тип компоновки комплекса зависит от конструктивно-кинематического исполнения ПР, а именно: от типа основных (переносных) координатных перемещений ПР, определяющих характер его рабочей зоны, а также от схемы расположения технологического оборудования.
1-я компоновочная схема РТК (рис. 10.4) включает комплексы, характеризующиеся линейным расположением ТО и ВО. Такой тип компоновки создается на основе ПР, работающих в плоской прямоугольной системе координат, он применяется в основном в механообрабатывающем производстве для однопозиционных комплексов «станок – робот».
2-я компоновочная схема РТК (рис. 10.5) характеризуется линейно-параллельным расположением ОТО и ВТО. Она создается на базе ПР тельферного (портального) типа с плечелоктевой конструкцией манипулятора. Применяется в основном в механообработке для комплексов группового типа (до 6-ти станков).
3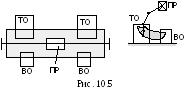
 -я
компоновочная схема РТК включает
комплексы (рис. 10.6), созданные на базе
ПР, работающих в цилиндрической системе
координат с горизонтальной осью вращения
(«качанием» манипулятора). Применяются
в механообработке и кузнечнопрессовом
производстве при однопозиционной
структуре комплексов.
-я
компоновочная схема РТК включает
комплексы (рис. 10.6), созданные на базе
ПР, работающих в цилиндрической системе
координат с горизонтальной осью вращения
(«качанием» манипулятора). Применяются
в механообработке и кузнечнопрессовом
производстве при однопозиционной
структуре комплексов.
Имеет линейно-параллельную схему расположения оборудования.
4-я компоновочная схема РТК (рис. 10.7) создается на базе ПР, работающих в цилиндрической системе координат с вертикальной осью вращения, и характеризуется круговым расположением ОТО и ВТО. Применяется в основном в кузнечнопрессовом производстве при создании технологических комплексов «пресс – робот», а также в механообработке при создании групповых комплексов «группа станков – робот» (до 3-х станков).
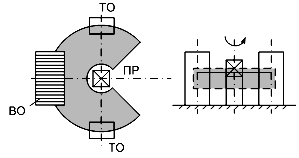
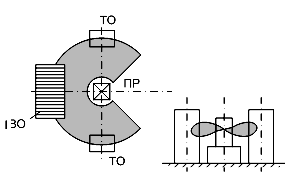
Рис. 10.7 Рис. 10.8
5-я компоновочная схема РТК (рис. 10.8) создается на базе ПР, работающих в сферической системе координат. В данную группу могут входить, например, ПР, имеющие широкие функциональные возможности (до 6-ти степеней подвижности). Комплексы используются в наиболее сложных условиях – при групповом обслуживании разнотипного по схеме загрузки механообрабатывающего оборудования, при выполнении окрасочных и других работ. Схема расположения оборудования – двухрядная – линейно – параллельная либо круговая.
6-я компоновочная схема РТК – смешанная. Используется при создании многопозиционных комплексов литейного, сборочного, иногда кузнечнопрессового производства. В таких комплексах применяются, как правило, несколько ПР с различными конструктивно-компоновочными исполнениями.
По типу производительного подразделения различают:
роботизированные технологические ячейки (РТЯ);
роботизированные технологические участки (РТУ);
роботизированные технологические цеха (РТЦ).
Здесь классификационным признаком служит количество выполняемых в РК технологических операций.
В РТЯ выполняется одна основная технологическая операция. Количество единиц ТО и ПР в составе РТЯ не регламентируется. В РТЯ может совсем отсутствовать ТО, когда основную технологическую операцию выполняет непосредственно ПР, или, наоборот, могут отсутствовать как самостоятельные ПР, когда они конструктивно объединены с ТО.
РТУ – здесь выполняются несколько основных технологических операций, которые объединены технологически, конструктивно (оборудованием) или организационно (управлением). Операции могут быть одинаковыми или разными.
РТЛ – это разновидность РТУ, в которой разные операции связаны друг с другом технологически.
В РТУ операции могут быть объединены по различным признакам, например по принадлежности к одному виду технологического процесса, по выполнению на однотипном оборудовании и т. д.
РТУ не есть простое соединение РТЯ и может не иметь их совсем, как обособленных структурных единиц. Например, РТУ может включать несколько единиц ТО, обслуживаемых одним ПР. В простейших РТУ может быть несколько ПР, последовательно выполняющих основные операции, например сборку одного изделия.
Развитые РТУ содержат несколько единиц ТО и несколько единиц ПР.
РТЦ – это РТК, состоящий из нескольких РТУ, объединенных транспортной системой, межцеховым автоматизированным складом, системой управления и календарного планирования. Кроме того, РТУ оснащаются системами контроля качества продукции.