Глава 11. Траектории манипуляторов роботов в составе робототехнических комплексов
Компоновка ртк и возможные траектории схвата манипулятора
Компоновка РТК и состав его оборудования являются наиболее существенными факторами, влияющими на траектории схвата. Важным фактором являются также функции, выполняемые роботом в РТК.
Различают несколько типов производственных ситуаций.
Промышленный робот только загружает или только разгружает оборудование, а также, если робот обслуживает РТК с объединенными входом и выходом.
Примеры:
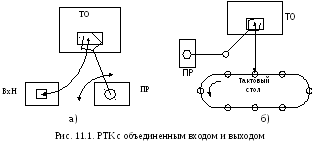
ПР из входного накопителя подает заготовки в штамп (рис. 11.1а), а после изготовления детали она (деталь) сдувается, сталкивается дополнительным приспособлением или забирается другим роботом.
Робот снимает деталь после обработки на токарном станке при использовании в качестве заготовки пруткового материала.
Робот забирает заготовку с тактового стола, ставит ее в приспособление станка, а на освободившееся место кладет деталь, вынесенную при обратном движении из зоны станка (рис. 11.1б).
В этом случае траектории схвата в прямом и обратном направлениях совпадают.
Робот обслуживает РТК, в котором входной и выходной накопители (или позиции захвата заготовки и разгрузки детали) расположены на небольшом расстоянии друг от друга.
Примеры:
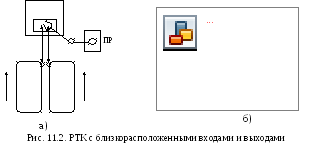
Заготовка берется с одного транспортера, а деталь укладывается на другой, расположенный рядом (рис. 11.2а). Ситуация вызвана тем, что деталь после существенного изменения формы в процессе обработки или с целью сохранения чистоты обработки поверхности не может быть уложена в транспортер заготовок.
Робот с одним схватом (рис. 11.2б) приносит из ячейки кассеты заготовки на столик у рабочей зоны станка, берет деталь в станке, ставит ее на столик рядом с заготовкой, загружает станок заготовкой, берет деталь и транспортирует ее в освободившуюся ячейку. В такой производственной ситуации траектории прямого и обратного перемещения близки друг к другу и могут быть приняты одинаковыми на значительном протяжении с различием в непосредственной близости от соответствующего оборудования.
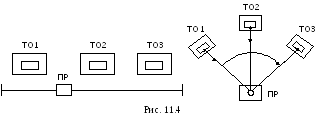
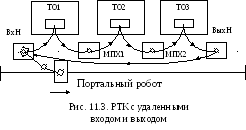
3. Робот обслуживает РТК, в котором по условиям общей компоновки ГПС и планирования транспортных путей в цехе входные и выходные позиции разнесены на значительные расстояния (рис. 11.3). Обычно такая производственная ситуация возникает при обслуживании роботом нескольких единиц технологического оборудования (от 2-х до 6-ти), расположенных в последовательности технологического процесса.
Многостаночное обслуживание роботом обычно используется при значительной продолжительности технологических операций, например, при механообработке на токарных или фрезерных станках.
Это наиболее типичный случай, включающий в себя как частные два предыдущих. Именно в таких производственных сценах РТК вопрос планирования траекторий является наиболее содержательным.
Заметим, что в РПК, когда робот является основным технологическим оборудованием (сварка, окраска и т. д.), возникают производственные ситуации либо аналогичные рассмотренным, либо когда траектория полностью диктуется технологическим процессом, как, например, это имеет место при заданной конфигурации сварочного шва, или когда заготовку заданной формы следует вырезать из листового материала. В последних случаях траектория не подлежит планированию, а задача сводится к обеспечению наиболее точного воспроизведения заданной траектории за счет определения требуемых законов изменения обобщенных координат методами решения обратной задачи кинематики. В дальнейшем будем рассматривать 3-й тип производственной сцены, к которому могут быть сведены многие другие, за исключением случаев, когда траектория и ориентация схвата строго заданы на всем протяжении.
Заметим, что оборудование с целью сокращения времени и затрат на транспортирование деталей роботом должно устанавливаться на минимально возможном расстоянии, с расположением мест обслуживания по возможности на одном уровне и на одной прямой или на одной дуге окружности (рис. 11.4).