

13.3. Требования к технологическому оборудованию, используемому в ртк
Основным критерием, определяющим возможность включения станков в состав РТК, является степень их автоматизации, позволяющая без серьезных конструктивных изменений перевести их на работу в автоматическом режиме совместно с ПР и возможность быстрой переналадки станка. Этим требованиям отвечают станки с полностью автоматизированным циклом работы: переключение скоростей и подач, зажим изделий, смена инструмента, выполнение контрольных операций, отвод и подвод заграждений, вывод стружки и т. п.
Обычно для существующего оборудования перед включением его в РТК необходима его модернизация с целью автоматизации указанных операций, если на станке это не предусмотрено. Кроме того, необходимо автоматизировать:
для станков с горизонтальными столами и для вертикальных токарных станков – очистку базовых поверхностей, установочных поверхностей приспособлений и стола станков;
для токарных станков с горизонтальной осью шпинделя – поджим заготовки к торцу патрона;
для станков фрезерно-сверлильной группы – поджим заготовки к опорной поверхности установочного приспособления;
для станков токарной группы – оснащение станков устройством для дробления стружки;
для круглошлифовальных станков – самодействующими поводковыми патронами.
Кроме того, необходима модернизация электросхемы станков для обеспечения их связи с другим оборудованием РТК.
В РТК рекомендуется включать, прежде всего, серийно выпускаемое TO. Выбор TO производится из следующих предпосылок:
возможности реализации заданного техпроцесса обработки типоразмерных рядов изделий;
распространенности и перспективности данного типа ТО;
приспособленности TO к совместной работе с освоенной номенклатурой ПР;
технико-экономической целесообразности автоматизации данного TO посредством ПР.
При выборе TO необходимо учитывать, что большинство TO выпускалось для условий обслуживания человеком, что предопределяет их модернизацию при обслуживании ПР в составе РТК. Работа TO совместно с ПP создает дополнительную опасность возникновения аварийных ситуаций, что приводит к необходимости разработки мероприятий пo обеспечению техники безопасности, учитывающих специфику РТК.
Обычно РТК создаются на базе станков средней размерной группы, предназначенных для обработки изделий массой до 500 кг, такие, как:
центровые (токарные, круглошлифовальные, центровально-фрезерные и др.) с диаметром обрабатываемого изделия до 320 мм и расстоянием между центрами до 2000 мм;
токарные патронные, лобовые, внутришлифовальные, зубообрабатывающие с диаметром до 630 мм;
фрезерно-сверлильно-расточные и плоскошлифовальные с пpямоугольными сторонами размером до 630x600 мм2;
станки с круглыми столами диаметром до 2000 мм.
В состав РТК в первую очередь включаются станки с ЧПУ и станки-полуавтоматы.
При выборе ТО , включаемого в РТК, необходимо учитывать особенности зон загрузки станков.
Под зоной загрузки станков понимается пространство рабочей зоны станков, в которое поступает извне заготовка перед загрузкой ее в зажимное приспособление станка и где происходит ее закрепление.
При включении станка в состав РТК его зона загрузки имеет большое значение, предопределяющее выбор типа ПР. Именно в зону загрузки станка должна войти рука ПР и переместиться вместе с заготовкой (деталью) к зажимному устройству (либо совершить движение в обратной последовательности).
Имеющиеся зоны загрузки станков можно классифицировать на 12 групп (табл. 13.1):
Таблица 13.1
Группы зон загрузки станков
|
Номер группы |
Вид зоны загрузки |
Номер группы |
Вид зоны загрузки |
|
10 |
|
70 |
|
|
20 |
|
80 |
|
|
30 |
|
90 |
|
|
40 |
|
100 |
|
|
50 |
|
110 |
|
|
60 |
|
120 |
|
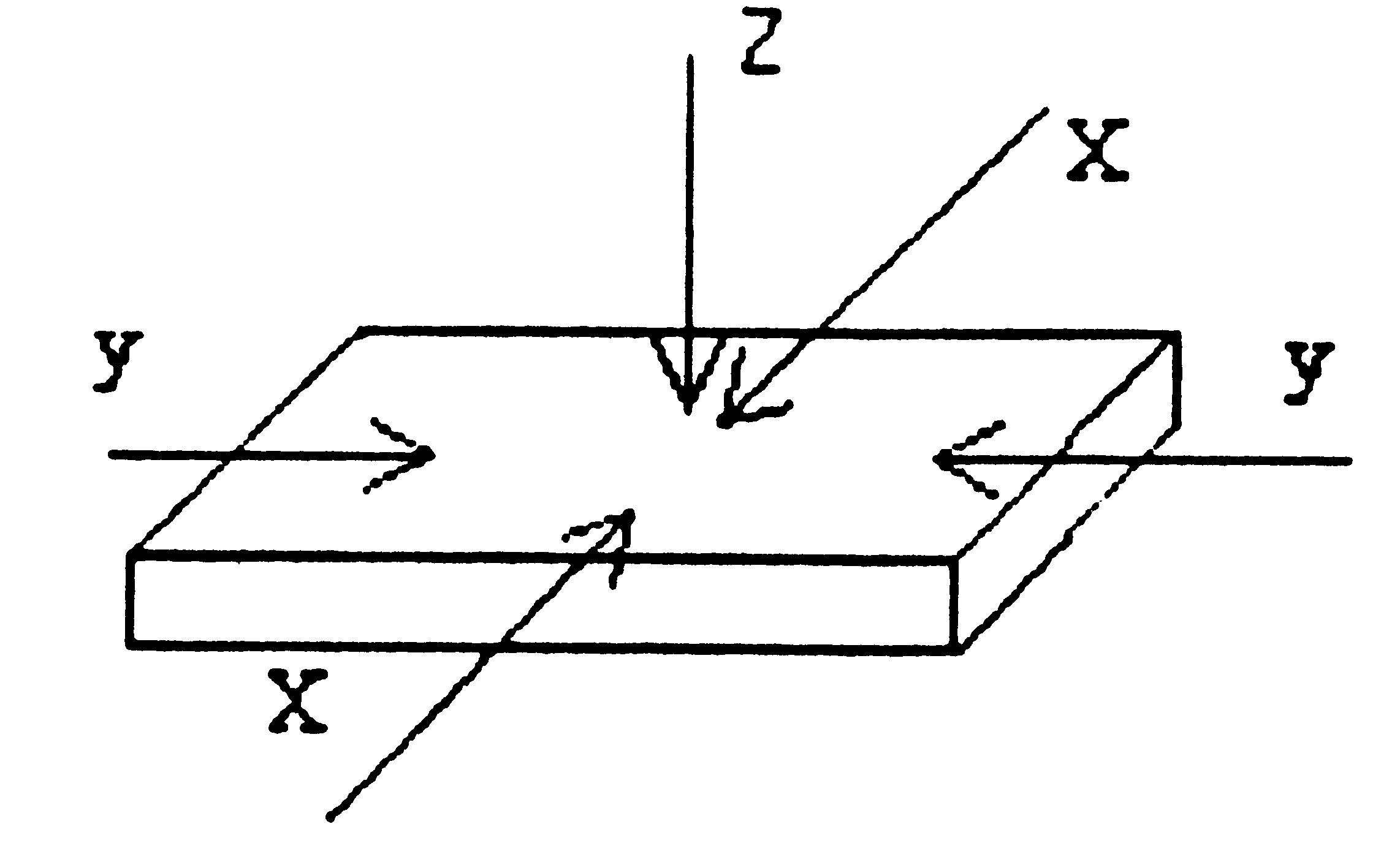
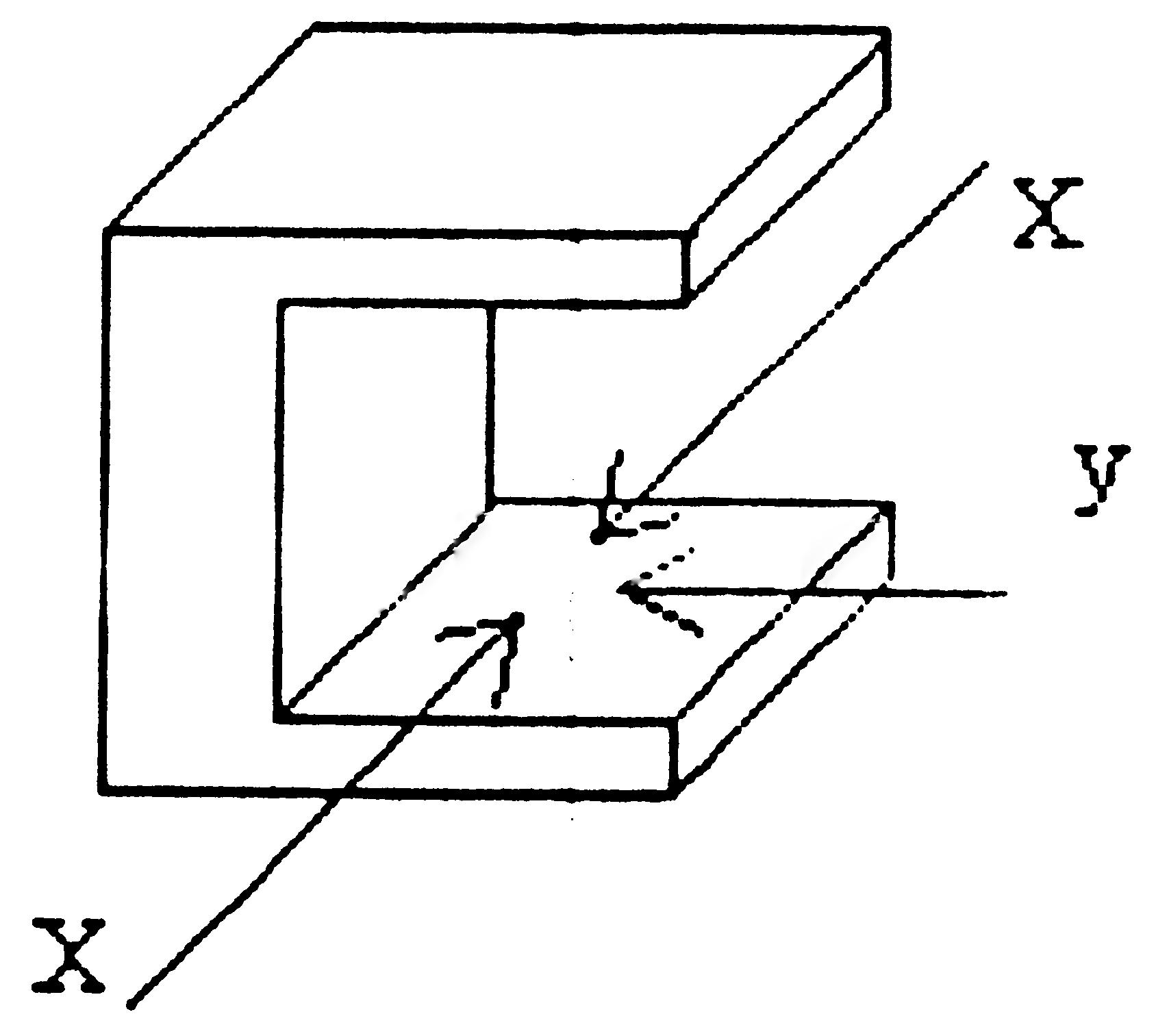
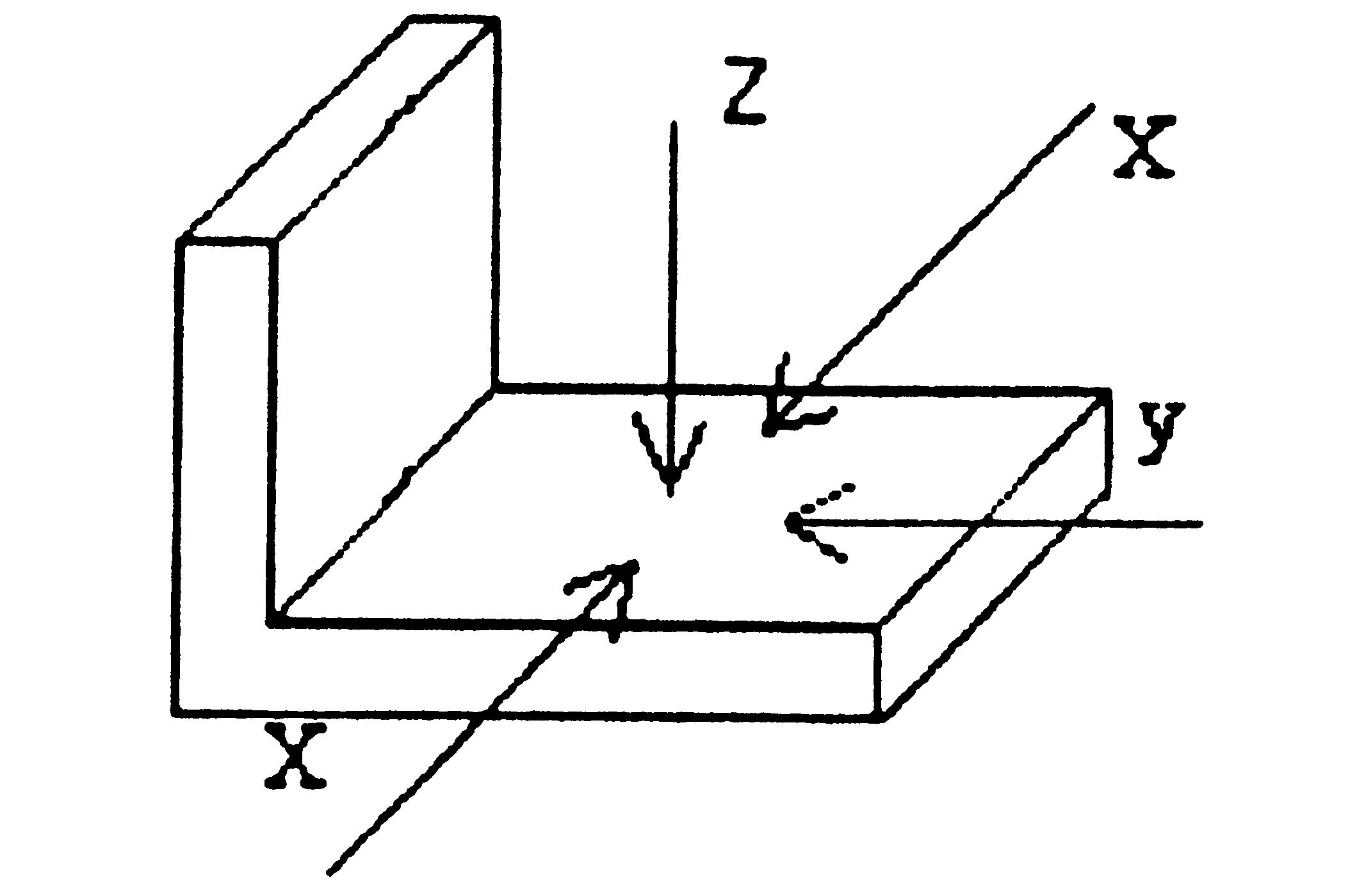
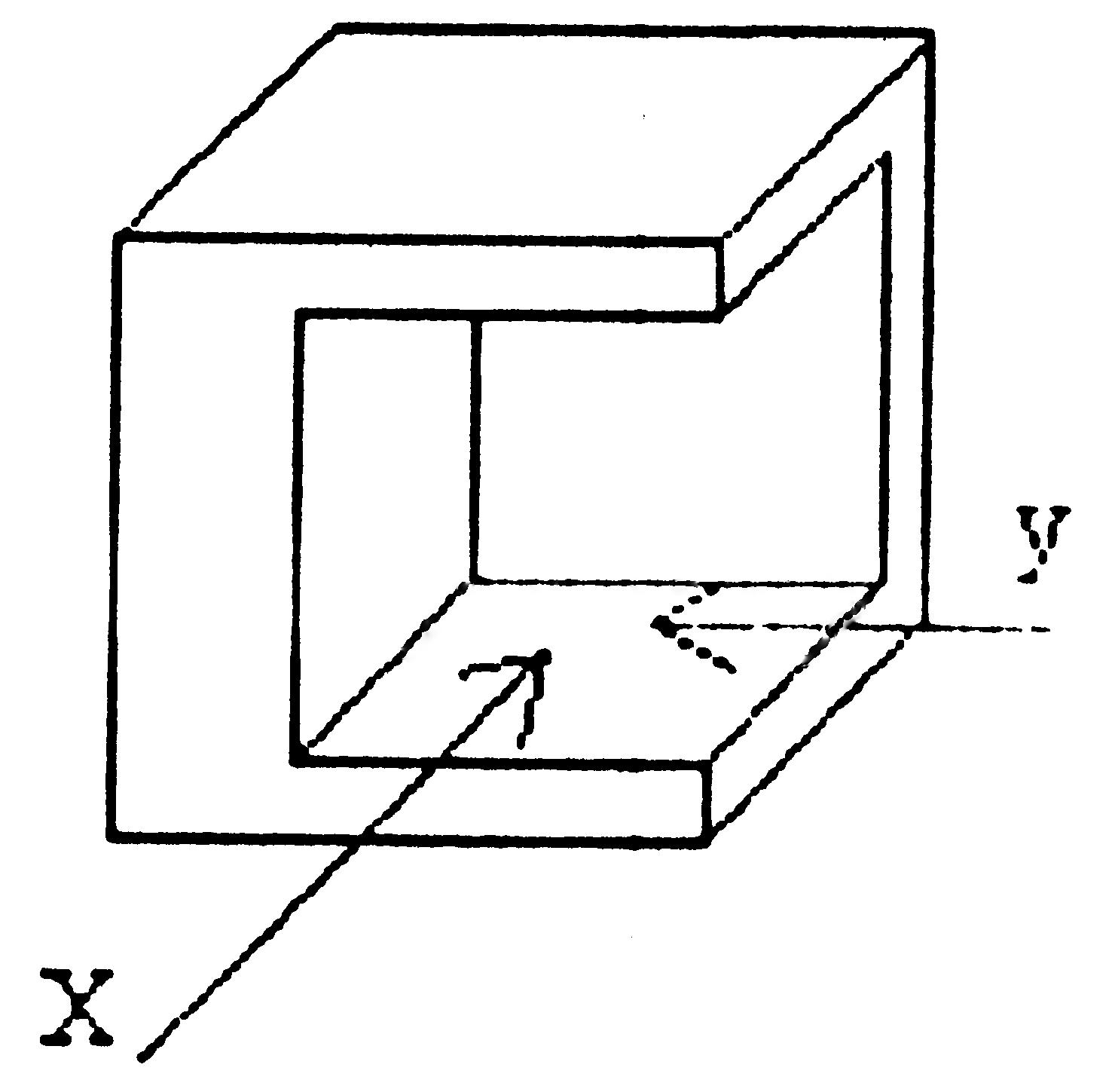
Принадлежность к той или иной группе определяет направления подачи заготовок в зону загрузки станка (сверху, сбоку, спереди, сзади) и схему манипуляционных перемещений схвата ПР.
Для осуществления схемы загрузки имеют значения только форма и взаимное расположение ограничительных поверхностей, образующих зону загрузки.
С увеличением номера схемы зоны загрузки возможность входа в зону все более ограничивается.
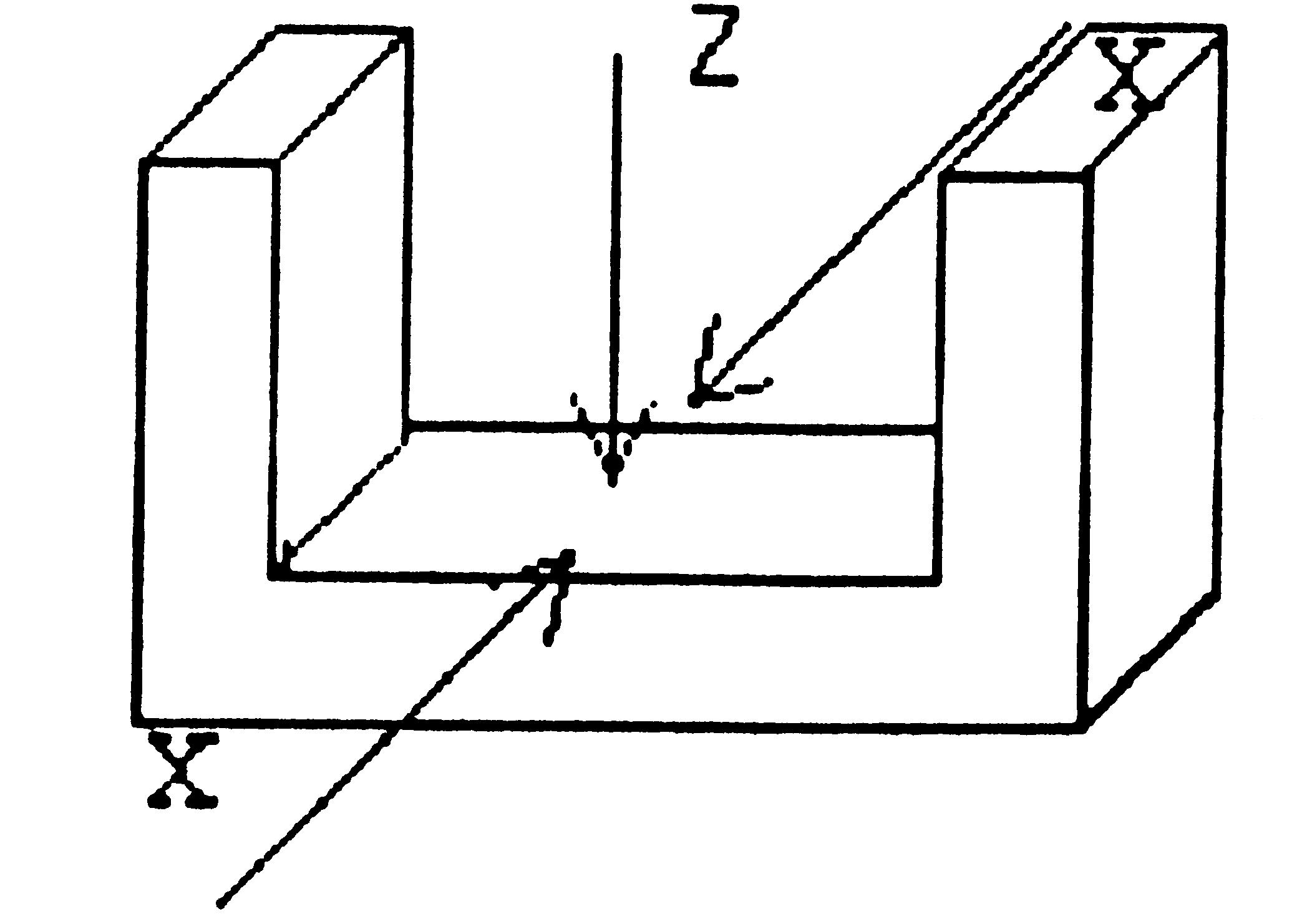
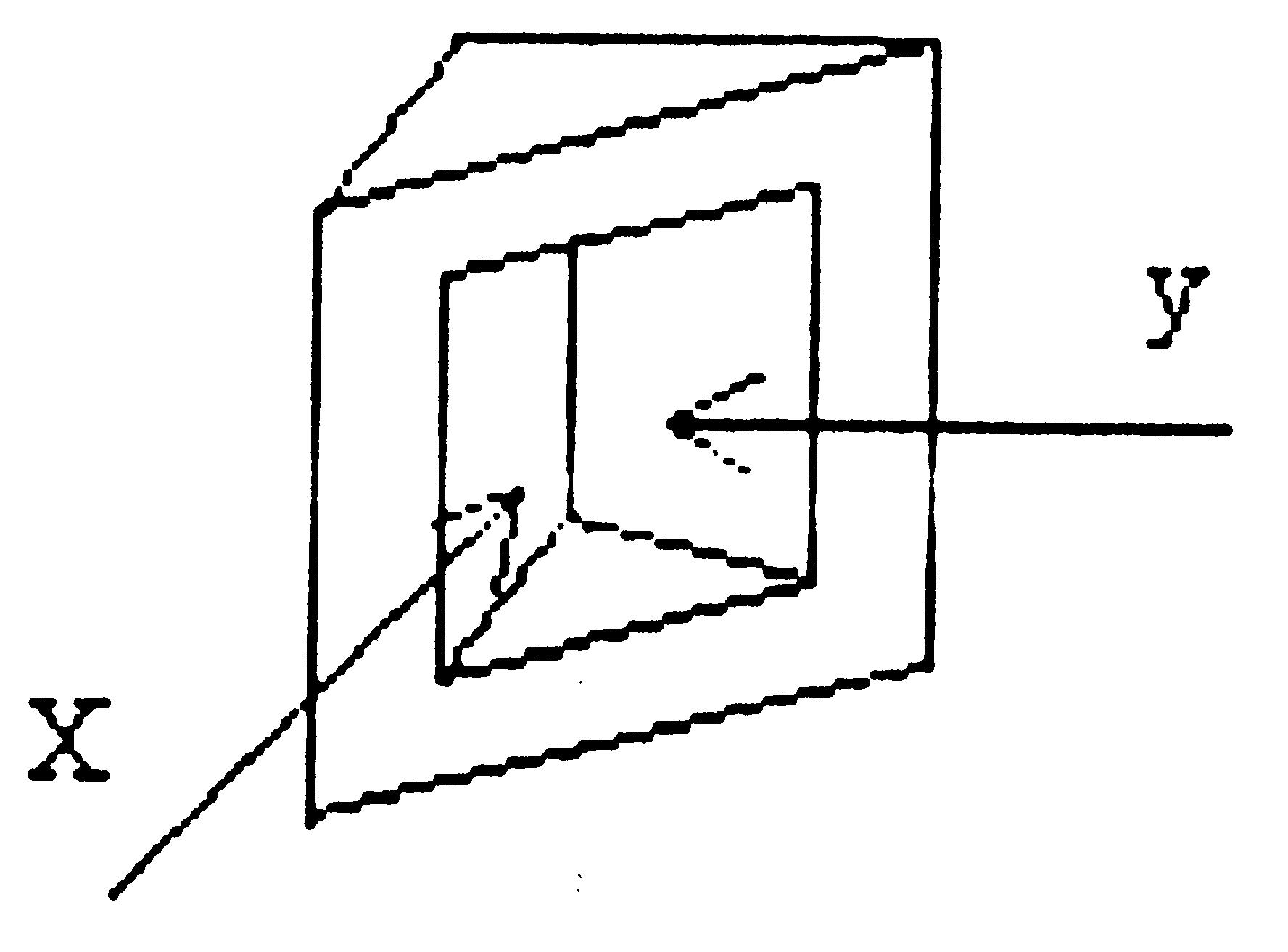
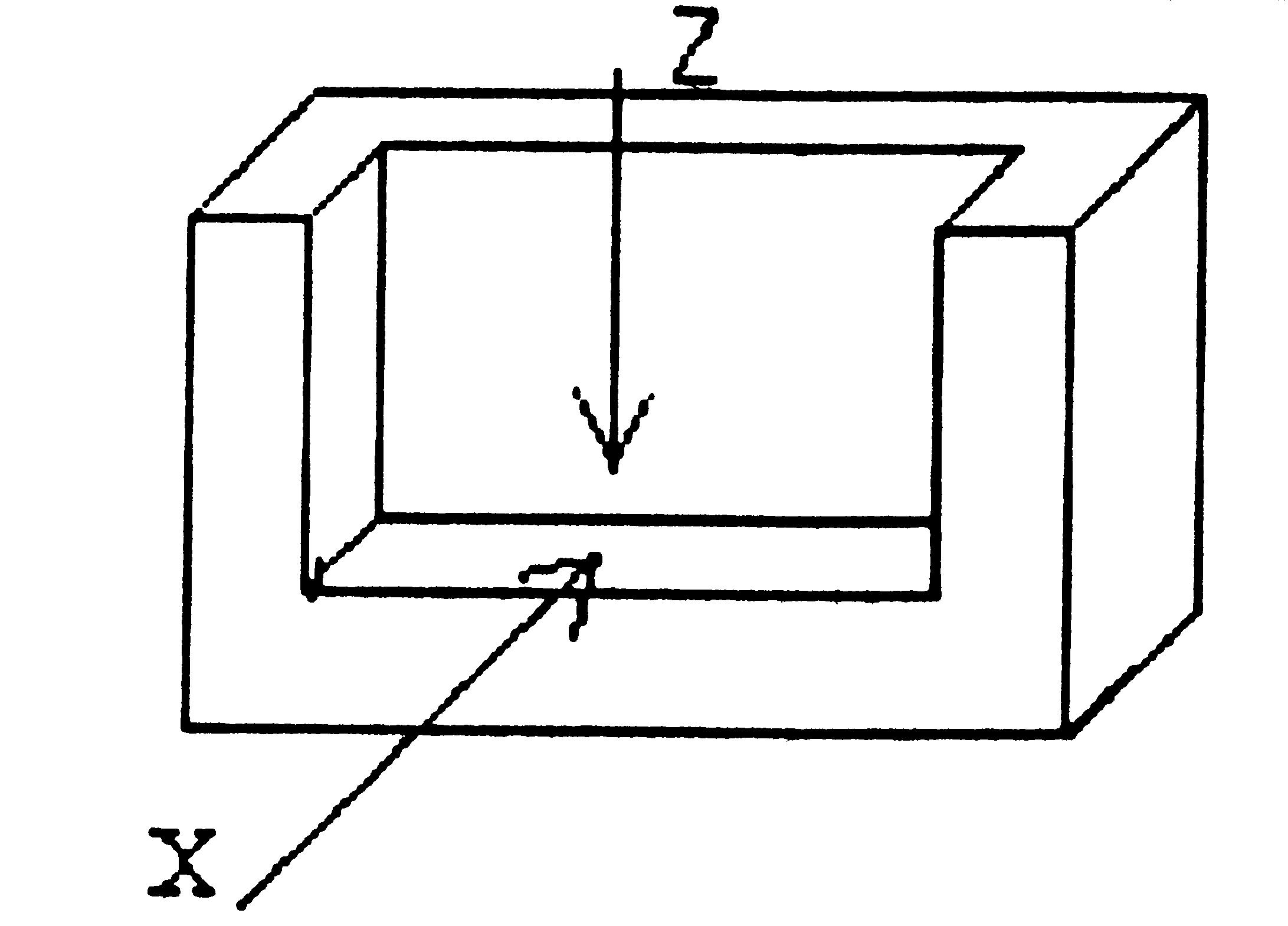
Зона загрузки в самом общем случае рассматривается как куб, имеющий возможность входа в него с пяти сторон no трем осям координат (х, у, z), точка пересечения которых должна быть привязана к оси симметрии установочного приспособления станка, а ось х условно направлена перпендикулярно к передней стороне станка (по ходу руки робота).
Первая зона (индекс 10) имеет неограниченный подход пo осям со всех сторон, что характерно для отдельных столов, на которые устанавливаются спутники.
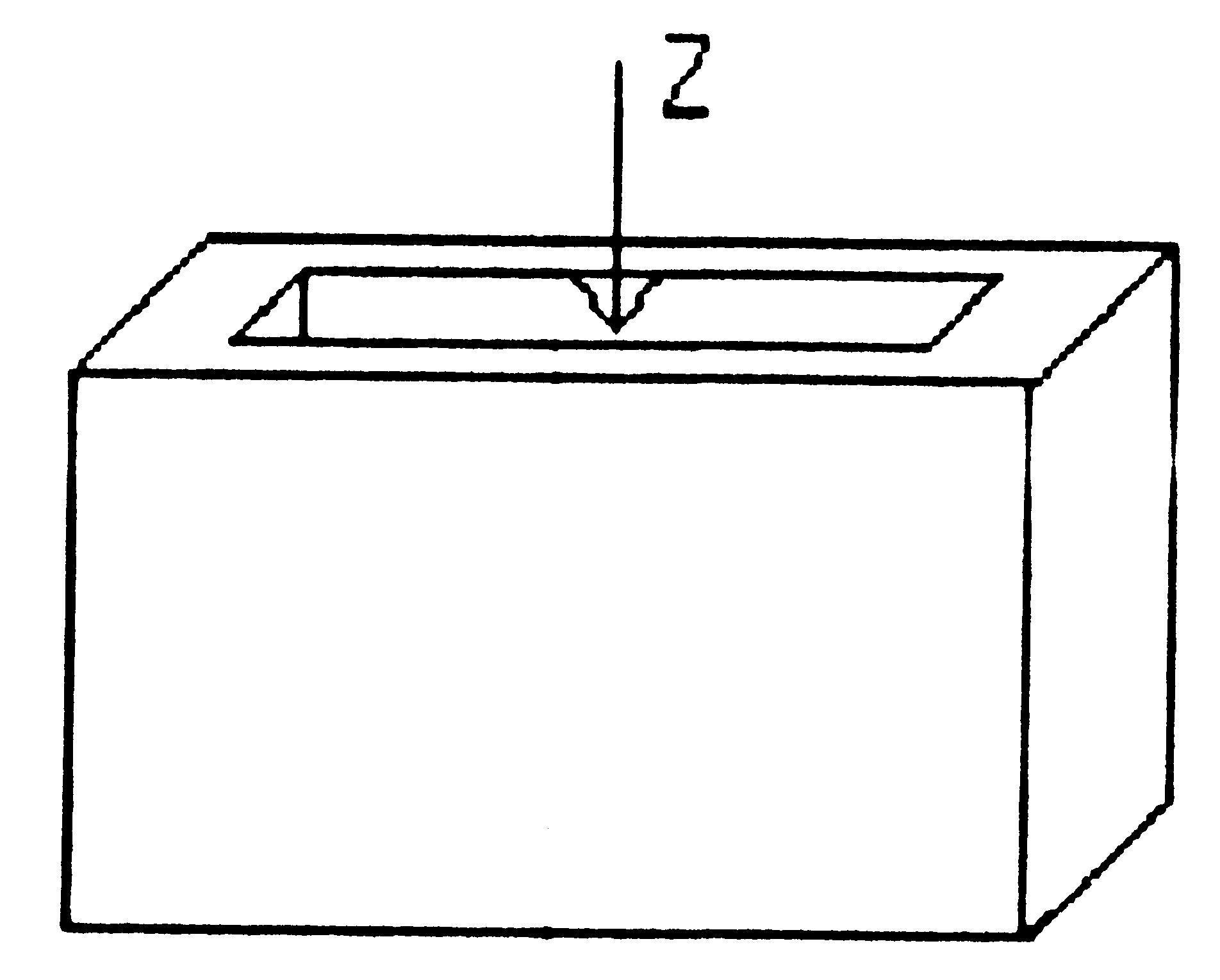
По мере появления в зоне загрузки ограничительных плоскостей, пересекающих одну из осей, количество возможностей входа в зону сокращается сначала по одной, а потом и пo двум осям, в результате на последних схемах (тип 100 и 120) вход в зону возможен только пo одной из осей с одной стороны.
Наибольшее количество станков (до 30 %) имеют зоку загрузки типа «60» с возможностью загрузки спереди и сверху, 25 % – зону загрузки типа «30» с возможностью загрузки сверху, спереди и с боков.
Процесс загрузки станков ПР можно разделить на три типа перемещений:
транспортирование заготовки от места хранения к станку (зависит от компоновки комплекса и конструкции ПР;
перемещение заготовки в рабочую зону (зону загрузки) станка (зависит от формы и взаимного расположения ограничительных плоскостей зоны);
перемещение (ввод) заготовки в базирующее (установочное) приспособление станка (зависит от расположения приспособления на одной из ограничительных плоскостей зоны и принципа действия самого приспособления).
Первые два типа перемещения реализуются переносными степенями подвижности ПР, а третий – ориентирующими.