

11.2. Анализ местных (частных) траекторий манипулятора
Планирование траекторий движения схвата начинается с анализа местных траекторий манипулятора, то есть траекторий перемещения схвата вблизи рабочей зоны определенного оборудования или соседнего оборудования. На местной траектории манипулирования выделяют следующие характерные участки:
сопряжение схвата с изделием и съем схвата с изделия;
установка и съем изделия с оборудования;
вход и выход схвата из рабочей зоны ТО;
перемещение схвата от одного оборудования к другому: подход, уход, движение мимо оборудования;
перемещения, связанные со сменой схвата;
Некоторые участки в реальном РТК могут отсутствовать.
При рассмотрении производственных сцен РТК используют системы координат, связанные с технологическим оборудованием и промышленным роботом.
Однако при необходимости эти системы координат могут располагаться произвольно по отношению друг к другу.
Установка и съем изделия с оборудования.
Для большинства типов технологического оборудования характерны три вида ориентации траектории схвата при установке и съеме изделия на/с оборудования:
по оси Xто: печи, окрасочные камеры, прессы горячей штамповки и т. д;
по оси Yто: токарные станки;
по оси Zто: вертикально-фрезерные, плоскошлифовальные, зубофрезерные станки, операции укладки изделий в тару, магазины, загрузочные устройства.

Рис. 11.5
Ориентация траекторий съема – установки схвата с/на изделия могут быть и более разнообразными: в зоне положительных и отрицательных значений осей Xj и Yj, но всегда в положительной части оси Zj.
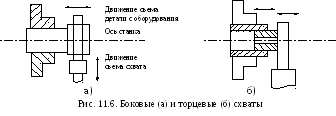
По характеру движения относительно изделия схваты делят на боковые и торцевые.
Боковые: схват снимается с изделия или одевается на него перпендикулярно направлению съема изделия с оборудования (рис. 11.6а). Такие схваты используются чаще, т. к. они позволяют совместить движение съема схвата с изделия с движением выхода из рабочей зоны.
Торцевые: схват снимается с изделия в том же направлении, что и само изделие с оборудования (рис. 11.6б). Такие схваты применяют, когда захват деталей за боковые поверхности невозможен из-за их малых размеров, неудобной формы или препятствия со стороны ТО, а также при захвате за внутренние поверхности детали.
Ориентация траектории выхода схвата из рабочей зоны.
Ориентация траектории выхода схвата из рабочей зоны может быть по всем трем осям:
выход по оси Xто является наиболее естественным, так как такое направление совпадает с направлением движения, выполняемым оператором при неавтоматизированном обслуживании. Однако при этом зона оператора оказывается занятой.
выход по оси Yто, а также в отрицательном направлении осей Xj и Yj осуществляется реже, т. к. конструкцией оборудования, как правило, не предусмотрено его обслуживание с этих сторон. К преимуществам выхода по оси Yj и в отрицательном направлении оси Xj относится свободный подход оператора к рабочей зоне оборудования для его настройки, а также при загрузке – разгрузке вручную при отказе робота.
выход по оси Zто применяется при подвесной установке робота на портале. При напольной установке ПР такой выход может оказаться целесообразным из-за возможного сокращения траекторий, поскольку в этом направлении размеры препятствий обычно невелики.
выход в произвольном направлении, несовпадающим с координатными осями используется при обслуживании ТО несколькими ПР, при применении двуруких роботов, роботов со сферической или сложной полярной системой координат, при малых размерах ПР по сравнению с обслуживаемым ТО. Обычно в этом случае отклонение этих траекторий от естественных осей оборудования незначительно и на первых этапах проектирования такой выход или вход можно считать совпадающим с осями координат ТО.
Ориентация траекторий движения схвата от предыдущего оборудования к следующему.
Ориентация траекторий движения схвата от предыдущего оборудования к следующему по техпроцессу осуществляется в общем случае по всем направлениям: при напольной установке ПР чаще используются перемещения по четырем направлениям: в положительном и отрицательном направлениях осей Xj и Yj, т.е. уход и подход от одного ТО к другому обычно в таком случае осуществляется в горизонтальной плоскости; при портальной компоновке ПР чаще перемещение ухода – подхода выполняется в вертикальной плоскости – в положительном и отрицательном направлениях оси Zj.
Ориентация движения схвата между оборудованием однозначно определяет ориентацию переносных степеней подвижности ПР, которые выполняют это движение, а следовательно, и ориентацию робота относительно технологического оборудования, то есть ориентацию инерциальной системы координат робота относительно системы координат оборудования.
Как правило, те оси неподвижной системы координат ПР, которые оказываются в горизонтальной плоскости, располагаются либо перпендикулярно либо параллельно оси Xj оборудования, то есть под углами 0º, 90º, 180º или 270º.
При проектировании РТК целесообразно рассматривать различные варианты местных траекторий и выбирать наиболее оптимальные по ряду критериев, например, по протяженности траектории, по величине перемещений по обобщенным координатам, по времени перемещения, по числу степеней подвижности, участвующих в реализации данной траектории, по удобству обслуживания оборудования оператором и наладчиком.