

3.5. Механизм наклона печи
Для индукционной тигельной печи емкостью 1 тонна применим гидравлический механизм наклона.
Механизм наклона индукционных печей
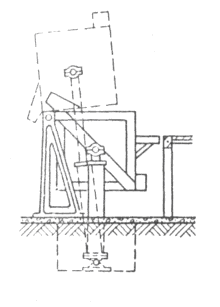
Рис. 3.10.
Этот тип привода получил наибольшее распространение в промышленных тигельных печах, он применяется в печах емкостью до 60 тонн. Плунжеры располагают вертикально или наклонно, причем их оси смещают ближе к оси поворота печи, что позволяет сократить ход и вписаться в габариты печи, но приводит к необходимости увеличения давления в системе (до 50–200 атм.). Маслонапорная установка располагается рядом с печью, пульт управления механизмом наклона устанавливают на удобном для наблюдения за процессом слива металла из тигля месте.
3.6. Контактное устройство
Контактное устройство соединяет индуктор с токоподводом и предусматривает возможность наклона печи во время разливки металла.
В данной печи использовано соединение с помощью гибкого кабеля.
Соединение индуктора с токоподводом при помощи гибкого кабеля значительно снижают энергетические потери, устраняют трудности подгонки подвижных и неподвижных контактов, не требуют заботы об их чистоте. В тоже время, этой форме соединения присущ ряд дефектов:
- возникновение добавочных электрических потерь (до 10÷20 % активной мощности печи) за счет увеличения длины проводников;
- увеличение затрат меди;
- увеличение индуктивного сопротивления токопровода, что вызывает возрастание падения напряжения в токоподводящей сети.
В крупных и средних печах с высокой плотностью подводимой энергии применяются гибкие водоохлаждаемые шинопроводы (рис. 3.11). Конструкция шипопровода должна обеспечивать высокую пропускную способность при наименьших массогабаритиых параметрах. Поэтому при питании среднечастотных печей не имеет смысла использовать сплошную медную гибкую шину, достаточно использовать оплетку толщиной 1,5-2 ∆ (∆ - глубина проникновении в медь шины на данной частоте) одетую на гибкую трубку. Эту трубку для увеличения площади теплообмена воды с проводником шинопровода желательно выполнить перфорированной, обеспечивающей, однако, жесткость шины при рабочем радиусе искривления токоподвода для исключения его "перелома" на радиусе.
Гибкий водоохлаждаемый шинопровод
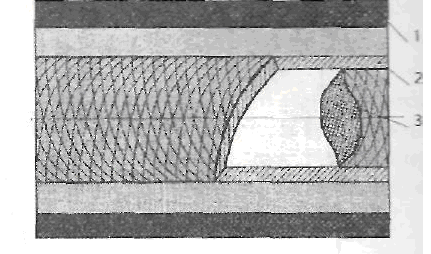
Шина с непроводящей сердцевиной (1 - шланг, 2 -активный токопроводящий слой (оплетка), 3 - неметаллическая гибкая сердцевина)
Рис. 3.11
Жесткие шинопроводы, соединяющие печь с батареей конденсаторов и с преобразователем, из соображения экономии достаточно дорогой меди выполняются, как правило, также водоохлаждаемыми, т.е. из стандартного медного профиля. Причем рабочее сечение шинопровода, соединяющего батарею конденсаторов с печью, должно быть в несколько раз больше сечения шинопровода, соединяющего батарею конденсаторов с преобразователем вследствие того, что в первом участке шинопровода протекает значительный реактивный ток. Кроме того, рабочее сечение проводников жесткого шинопровода будет зависеть от взаимного расположения проводников прямого и обратного направления, что необходимо учитывать при проектировании индукционного плавильного комплекса.
3.7. Конденсаторные батареи
Электротехнологические установки в большинстве своем являются крупными потребителями реактивной мощности. Ее передача по линиям электропередачи и через трансформаторы вызывает значительные потери активной мощности и напряжения. Поэтому при проектировании систем электроснабжения стараются снизить потоки реактивной мощности, устанавливая вблизи потребителей дополнительные источники. Эта мера называется компенсацией реактивной мощности приемников.
Естественный коэффициент мощности не превышает 0,1÷0,2, и его значение в процессе плавки меняется из-за изменения физических параметров шихты. В связи с изменениями потребляемой реактивной мощности в процессе плавки батареи конденсаторов должны быть регулируемыми с постоянной и переменной частями.
Коэффициент мощности всех печей после компенсации равен 0,98÷1.
Конденсаторы, служащие для компенсации реактивной мощности электротехнологических установок, для снижения массогабаритных параметров также выполняются водоохлаждаемыми.
В нашей стране для компенсации реактивной мощности индукционных тигельных печей выпускаются конденсаторы, работающие на частоте от 500 до 10000 Гц и номинальной мощностью от 300 до 650 КВАр. За рубежом выпускаются конденсаторы более широкого диапазона частот и мощностей – от 125 до 10000 Гц и до 2500 КВАр.