

2.10 Формующая головка
прямоточная
Плюс: отсутствует перегиб по направлению течения расплава, нет застойных зон, нет эксцентриситета, эпюры скоростей и давления везде одинаковые.
Минус : сложен в обслуживании
Т – образная (прямоугольная)
Плюс: прост в установке и наладке(что облегчает смену формующего инструмента, фильтрующих сеток и решеток, чистку червяка и головки)
Минус: разные эпюры скоростей по поперечному сечению
Угловые

Т – образная головка:
1 -корпус;
-корпус;
2- дорно-держатель; 3- дорн;
4- матрица-держатель;
5- матрица; 6 – нагревательный элемент;
7 – заготовка; 8- готовое изделие
Дорн – для создания канала истечения материала и пространственной ориентации заготовки.
Матрица – создания канала истечения, формования изделия
От расположения дорна и матрицы, наложение:
с обжатием (изоляция силовых кабелей)
частичное обжатие (изоляция несиловых кабелей, где наличие пуст неважно)
без обжатия (наложение оболочек). Носик дорна на границе матрицы либо выходит

Кабельные головки:
С вакуумированием (откачка воздуха из формующего инструмента)
Без вакуумирования
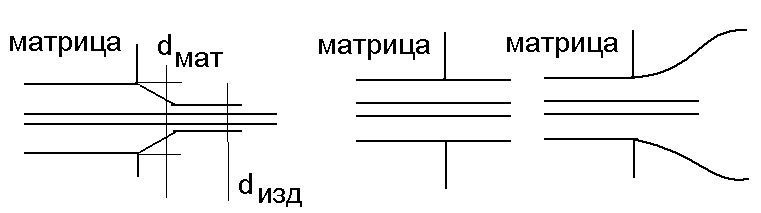
Способы формования:
с вытяжкой (линейная скорость больше скорости опрессования) Плюс: частичная ориентацичя молекул→ ↑ мех.элект. характеристики.
dИЗД < dМАТ KВЫТ = dМАТ / dИЗД
без вытяжки (для ПВХ, аморфных материалов где не надо кристаллизации) МИНУС:строго соблюдать тех.параметры. dИЗД = dМАТ
разбуханием (дефект, из- за неправильной выбранной рабочей точки)
.
 dИЗД
>
dМАТ
dИЗД
>
dМАТ
2.11 Параметры формующего инструмента
α и β – углы конусности дорна и матрици.
При обжатии LН.Д =0.
LД.М – регулируя им можно изменять давление канала с изменением расхода. Дает напорно-расходную характеристику.

На качество влияют:
* ↑ LН.М – однородные эпюры на выходе
* ↑α β - ↑ механические нагрузки → ↑ градиент давления, при больших производительностях выбирают малые углы α β
α = 25 – 50; β = 35 – 60; α отличается на 3-50 от β
DM = 0.98 – 0.99 dИЗД . DД = dИЗД + n*y
3.1 Полимерная изоляция (пэ, Полипропилен, Блоксополимер, пвх)
ПЭ. ( - СН2 – СН2 -)n вследствие симметричности молекулы является НЕПОЛЯРНЫМ диэлектриком с малым значением диэлектрической проницаемостью (2,3) и углом диэлектрических потерь (1 – 4 *10 – 4) , почти не изменяются с увеличением частоты до 107 Гц. В тоже время симметричность молекул ПЭ создает способность их легко образовывать кристаллическую структуру. Химически не стойкий элемент, требуется наружная защита.
ПВД (низкой плотности) в сравнении и ПНД обладает более высокой гибкостью, но более худшими электрическими параметрами. Для кабелей низкого и среднего напряжения.
Рабочая температура = 85 0, плавления = 135-1370.
ПНД (высокой плотности) – менее гибок, но обладает более высокими электроизоляционными характеристиками. Используется в кабелях связи
Рабочая температура = 90 – 95 0, плавления = 143 – 1450.
Полипропилен обладает схожими характеристиками ПНД , но у него выше электрическая прочность, лучше антикоррозионные свойства, рабочая температура = 1100. основным недостатком является низкая морозостойкость
(- 5 - 150) и чувствительность к действию кислорода воздуха при высоких температурах.
Блок-сополимер = этилен + пропилен. ТИ = 140 0С. Тплав = 150-153. после охлаждения частично кристаллизуется
П
 ВХ
Отсутствие двойной связи и наличие
атома Cl
дает ПВХ стойкость к кислотам, щелочам,
озоностойкость, негорючесть. Но плохая
гибкость , плохие электрические
характеристики (ε = 4,2 , tgδ
= 0.01) Механические и электрические
характеристики с увеличение температуры
ушудшаются, при увеличении частоты
характеристики тоже ухудшаются.
ВХ
Отсутствие двойной связи и наличие
атома Cl
дает ПВХ стойкость к кислотам, щелочам,
озоностойкость, негорючесть. Но плохая
гибкость , плохие электрические
характеристики (ε = 4,2 , tgδ
= 0.01) Механические и электрические
характеристики с увеличение температуры
ушудшаются, при увеличении частоты
характеристики тоже ухудшаются.
Тплав = 137, Траб = 70
Но дешевый материал