

6. Вывод
__________________________________________________________ __________________________________________________________.
Лабораторная работа № 11
Изучение методики настройки параметров контроля по стандартным образцам
Цель: изучить основные настраиваемые параметры ультразвукового контроля рельсов
Наглядные пособия: СО-1, СО-ЗР, дефектоскоп, плакаты
Порядок выполнения:
Определение точки выхода луча ПЭП
Определение угла ввода луча ПЭП
Определение «мертвой» зоны
Точность работы глубиномера
Условная чувствительность
Вывод
1. Определение точки выхода луча ПЭП
Под точкой выхода луча понимают точку пересечения акустической оси ультразвукового луча с контактной поверхностью преобразователя (рис.18, рис.19).

Рис. 18. Определение точки выхода луча ПЭП на СО-3
Положение точки выхода луча на призме (корпусе) преобразователя проверяют по СО-3 (рис.18) или СО-ЗР (рис.19). Перемещая преобразователь по рабочей поверхности образца, выбирают такое его положение, при котором амплитуда эхо-сигнала от вогнутой цилиндрической поверхности наибольшая. В этом случае точка выхода луча совпадает с геометрическим центром полуокружности в СО-3 или СО-ЗР. Если метка, обозначающая точку выхода луча, не соответствует действительному положению последней (или отсутствует), то па призму (корпус) преобразователя следует нанести новую метку.
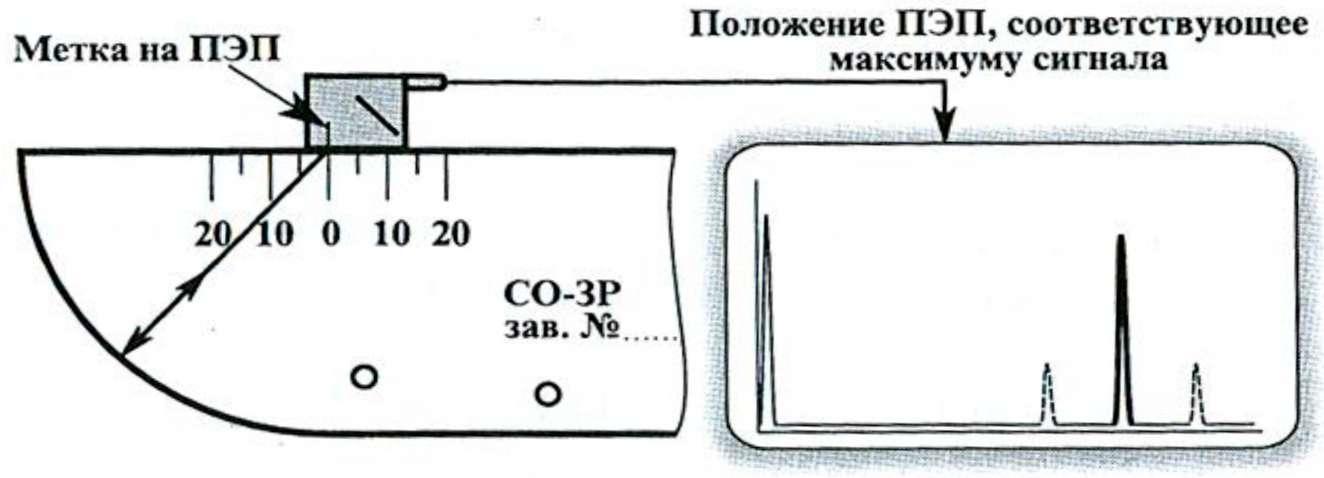
Рис. 19. Определение точки выхода луча ПЭП на СО-ЗР
П ри
определении точки выхода луча следует
также убедиться, что максимальная
амплитуда эхо-сигнала соответствует
положению преобразователя, при котором
его боковые грани (плоскости) параллельны
боковым плоскостям СО-3 или СО-ЗР или
риска на корпусе круглого резонатора
(вставки) преобразователя совпадает
с продольной осью
образца.
ри
определении точки выхода луча следует
также убедиться, что максимальная
амплитуда эхо-сигнала соответствует
положению преобразователя, при котором
его боковые грани (плоскости) параллельны
боковым плоскостям СО-3 или СО-ЗР или
риска на корпусе круглого резонатора
(вставки) преобразователя совпадает
с продольной осью
образца.
Расстояние между точкой ввода луча и передней гранью корпуса наклонного ПЭП называется стрелой преобразователя и обозначается буквой n (рис.20). Этот параметр весьма важен при ультразвуковом контроле сварных соединений с валиком усиления. Чем меньше стрела преобразователя, тем ближе при проверке качества сварки можно приблизить ПЭП к зоне сварного шва. Для используемых на практике ПЭП n = 9-15 мм.
2. Определение угла ввода луча пэп
Под углом ввода луча α понимают угол между нормалью к поверхности, на которой установлен преобразователь, и линией, соединяющей центр цилиндрического отражателя с точкой выхода луча при установке преобразователя в положение, при котором амплитуда эхо-сигнала от отражателя наибольшая.
Угол ввода луча измеряют по СО-2 или СО-ЗР (рис.21).
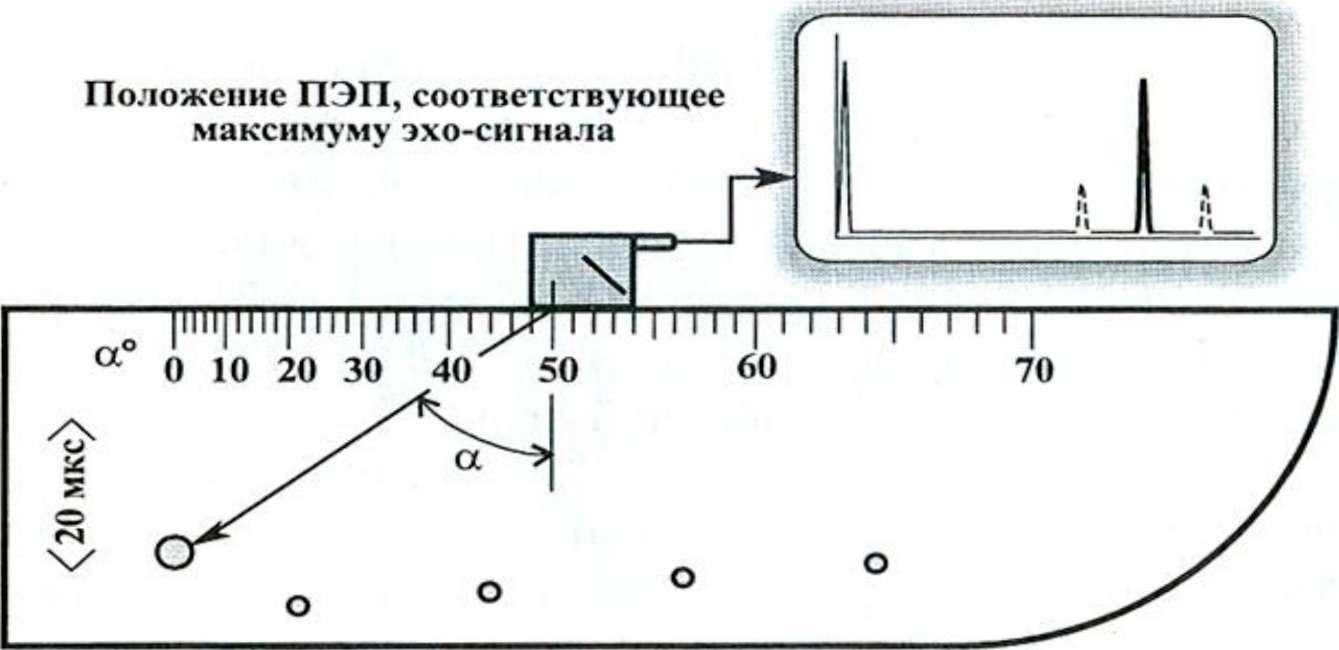
Рис. 21. Определение угла α ввода луча на СО-ЗР
Угол ввода отсчитывают по шкале стандартного образца против метки, обозначающей точку выхода луча, при установке преобразователя в положение, соответствующее максимальной амплитуде эхо-сигнала от отверстия диаметром 6 мм на глубине 44 мм. Например, измеренный угол ввода луча для преобразователя с углом призмы 40° должен быть равен 50°±2°.
Если измеренное значение угла ввода луча не соответствует требуемому, то преобразователь должен быть сдан в ремонт.