

2.5.3 Сравнение прочности детали с ремонтным размером и номинальным размером.
Увеличение напряжения допускается до 10%; определено в ([1], с. 12).
Напряжение σmin, Па, при номинальном диаметре D, мм; определяется по формуле (2.6) ([2], страница 121, формула (5.7)):
![]() , (2.6)
, (2.6)
Напряжение σmax, Па, при номинальном диаметре dmin, мм; определяется по формуле (2.7):
![]() , (2.7)
, (2.7)
где F – нагрузка на опорную поверхность цилиндра, Н;
L – длина опорной поверхности, мм.
Взяв соотношения σmin (2.6) к σmax (2.7) получают формулу (2.8):
![]() , (2.8)
, (2.8)
Предельный (минимальный) диаметр опорной поверхности цилиндра определяют по формуле (2.9):
![]() , (2.9)
, (2.9)
Так как увеличение напряжения при уменьшении диаметра цапфы допускают 25%, то σmax=1,25σmin; после подстановки в формулу (2.9) получают:
 ,
,
То есть, уменьшение диаметра цапфы не должно превышать 7% от номинального диаметра.
Для заданных условий получают параметр k, процентов; определяют по формуле (2.10):
![]() , (2.10)
, (2.10)
где D – номинальный диаметр цилиндра, D=18 мм;
dp – ремонтный размер цилиндра, dp=17,54 мм.
Подстановкой в формулу (2.10) получают:
 ,
,
Уменьшение диаметра не превышает 7% и метод ремонта «переводом в ремонтный размер» можно применить.
Значит во время ремонта, с
помощью шлифования переводим вал в
ремонтный размер ![]() .
Изготавливаем эксцентричные втулки с
диаметром отверстия
.
Изготавливаем эксцентричные втулки с
диаметром отверстия ![]() .
.
Таким же образом рассчитывается
поверхность ![]() ,
т. е по
формуле (2.10).
,
т. е по
формуле (2.10).
 ,
,
Значит,
метод ремонта переводом в ремонтный
размер пригоден, так как уменьшение
диаметра вала не превышает 7%. Следовательно
втулки у сопрягаемой сборочной единицы
«вал упоров» обрабатываем по размеру
![]() ,
а сам «вал опорный» переводим в ремонтный
размер
,
а сам «вал опорный» переводим в ремонтный
размер ![]() .
.
2.5.4 Расчёт температуры нагрева ролика при сборке с подшипником.
Схема сборочного соединения и схема полей допусков соединяемых деталей приведены на рисунке 2.6.
Температура
нагрева ![]() ролика
определяется по формуле (2.11):
ролика
определяется по формуле (2.11):
 , (2.11)
, (2.11)
где ![]() – необходимый зазор при сборке;
– необходимый зазор при сборке;
![]() – максимальный натяг, м.
– максимальный натяг, м.
Максимальный натяг
для посадки на диаметр ![]() определяется по формуле (2.3), подстановкой
указанных значений:
определяется по формуле (2.3), подстановкой
указанных значений:
 – наибольший предельный
размер подшипника, мм; dmax=47
мм; определён на рисунке 2.6;
– наибольший предельный
размер подшипника, мм; dmax=47
мм; определён на рисунке 2.6; –
наименьший предельный
размер ролика, мм; Dmin=46,958
мм; определен на рисунке 2.6;
–
наименьший предельный
размер ролика, мм; Dmin=46,958
мм; определен на рисунке 2.6;
Подставив указанные значения в формулу (2.3), получают:
![]() мм,
мм,
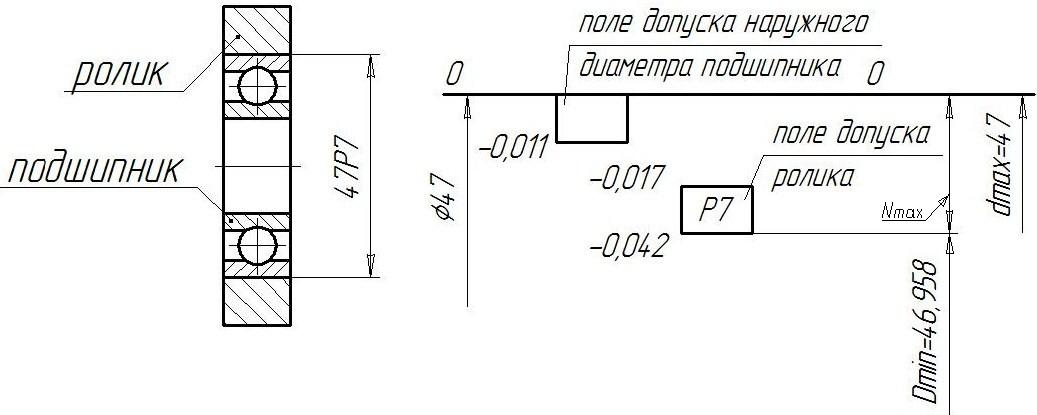
Рисунок 2.6 – Схема сборочного соединения и схема полей допусков соединяемых деталей.
Необходимый зазор при сборке
,
принимаемый равным
![]() ,
мм при посадке на диаметр 47Н7/g7
определяется по формуле (2.12):
,
мм при посадке на диаметр 47Н7/g7
определяется по формуле (2.12):
![]() , (2.12)
, (2.12)
![]() – коэффициент линейного расширения
при нагреве стального ролика;
– коэффициент линейного расширения
при нагреве стального ролика;
![]() определён по [1], с. 94;
определён по [1], с. 94;
![]() –
температура в
сборочном помещении равна 200С,
определена по ([1], с. 94);
–
температура в
сборочном помещении равна 200С,
определена по ([1], с. 94);
![]() – диаметр поверхности сопряжения, мм;
D=47 мм определён на рисунке 2.5.
– диаметр поверхности сопряжения, мм;
D=47 мм определён на рисунке 2.5.
Постановкой вышеуказанных значений в формулы (2.12), (2.11), получается:
![]() мм,
мм,
 0С,
0С,
Для сборки подшипника и вала, подшипник нагревается до температуры по расчётам 135,80С. Но в связи с тем, что подшипник закалён, его нагревают до 700С.
Технологический раздел
3.1 Технологический маршрут капитального ремонта машины
При ремонте механизма (машины) необходимо придерживаться определённого порядка действий в интересах наиболее чёткой организации и наилучшего проведения ремонтных работ.
Технологический маршрут ремонта – это последовательное выполнение операций при ремонте механизма (машины). На каждой операции указывается оборудование, приспособление, материалы и состав исполнителей.
Выполнение технического маршрута капитального ремонта механизма равнения листа машины ПОЛ54-1 КП.0411.15.001000.00 СБ приводится в таблице 3.1.
Таблица 3.1 – Технологический маршрут капитального ремонта механизма привода печатного аппарата КП.0411.15.001000.00 СБ
содержание операций |
оборудование |
приспособления |
инструмент |
состав исполнителей |
примечание |
отключение машины от электросети |
- |
- |
ключи, отвёртки |
электромонтёр, слесарь |
- |
освобождение машины от посторонних материалов (смазки, краски, бумаги) |
- |
керосин, ветошь |
ключи, отвёртки |
слесарь печатник |
- |
Продолжение таблицы 3.1
-
содержание операций
оборудование
приспособления
инструмент
состав исполнителей
примечание
подготовка подъёмного и транспортного оборудования, приспособлений и мест для складывания деталей
передвижные верстаки
шпалы, доски, тара
ключи, отвёртки
ремонтная бригада
-
демонтаж и предварительная разборка (на сборочные единицы)
краны, тали
доски, блоки, тали
монтажные инструменты
ремонтная бригада
-
очистка и мойка деталей
ванна для мойки деталей
керосин, ветошь
-
ремонтная бригада
-
дефектация деталей и составление ведомости дефектов (или уточнение предварительно составленной ведомости дефектов)
-
поверочная плита
измерительные инструменты
мастер (технолог по ремонту)
-
Продолжение таблицы 3.1
-
содержание операций
оборудование
приспособления
инструмент
состав исполнителей
примечание
изготовление и ремонт деталей
металлорежущие станки
металлорежущий инструмент, бронзовые и стальные заготовки
измерительные инструменты
различные отделения предприятия
в различных отделениях цеха
комплектация деталей по сборочным единицам
-
тара
-
мастер (технолог по ремонту) бригадир
-
сборка предварительная
верстка, стенды, прессы
смазка
монтажные инструменты
ремонтная бригада
-
проверка хода машины вхолостую
-
-
ключи, отвёртки
ОТК РМЦ, электромонтёр
-
Окончание таблицы 3.1
содержание операций |
оборудование |
приспособление |
инструмент |
состав исполнителей |
примечание |
регулировка, наладка и испытание под нагрузкой |
- |
- |
монтажные инструменты |
ремонтная бригада, ОТК |
в присутствии мастера производственного цеха |
сдача в эксплуатацию и оформление ведомости дефектов |
- |
- |
- |
ремонтная бригада, ОТК, начальник цеха |
- |