

3. Поверхностный монтаж: припойные пасты и методы нанесения паст.
Технология поверхностного монтажа обусловила широкое применение припойных (паяльных) паст, представляющих собой механическую смесь порошка припоя, связующего вещества, флюса и некоторых других компонентов. В настоящее время это один из наиболее перспективных, удобных и гибких способов дозирования паяльных материалов в условиях автоматизированного производства.
Припойная паста обеспечивает значительную (до 30—50 %) экономию припоя благодаря точному дозированию, а клеящие свойства позволяют использовать ее для фиксации элементов перед пайкой. Основным компонентом пасты является порошок припоя (75—95 % по массе) в виде сферических частиц диаметром 10— 150 мкм, получаемых УЗ-распылениемжидкого припоя. В качестве связующих веществ используют органические смолы или их смеси. Кроме них в пасту вводят разбавители, пластификаторы, тиксотропные вещества. Последние препятствуют оседанию частиц припоя при хранении, повышают разрешающую способность пасты, обеспечивают заданный диапазон вязкости.
Для распыления припоя применяют УЗ-установки на магнитострикционных или пьезоэлектрических преобразователях. Получают порошки припоев ПОС61, ПОИн52, ПОСК50-18 с размером сферических частиц 10 — 160 мкм, в которых содержание кислорода по массе из-за распыления в cpeдеинертного газа не превышает 5∙10-2 %
Средний размер распыляемых частиц определяется так:
 ,
,
где σ — коэффициент поверхностного натяжения припоя; ρ — плотность припоя; f— частота УЗ-колебаний.
Промышленность ряда стран выпускает припойные пасты, различающиеся маркой припоя, составом флюса и другими свойствами.
Билет № 17
2. Классификация и параметры намоточных изделий.
Намоткой
называется технологический процесс
укладки провода по определенному закону
и его закрепления на каркасе для получения
заданной индуктивности обмоток
трансформаторов, дросселей, реле,
контуров и других функциональных
элементов ЭА. Намоточные изделия имеют
следующие электрические параметры:
индуктивность L,
мГн; добротность
 ;
собственная емкость СL,
пФ; сопротивление RL,
которое зависит от диаметра провода и
технологии намотки. Конструктивными
параметрами являются: шаг намотки р;
диаметр провода без изоляции d
и в изоляции dиз;
диаметр каркаса dк;
расстояние между виткамиА;
угол укладки провода ;
средний диаметр намотки dср.
;
собственная емкость СL,
пФ; сопротивление RL,
которое зависит от диаметра провода и
технологии намотки. Конструктивными
параметрами являются: шаг намотки р;
диаметр провода без изоляции d
и в изоляции dиз;
диаметр каркаса dк;
расстояние между виткамиА;
угол укладки провода ;
средний диаметр намотки dср.
Обмотки, наматываемые на каркасы, разделяются на две группы — однослойные и многослойные.
Однослойные характеризуются малой собственной емкостью, простотой изготовления и наматываются с шагом dиз , dиз+А, d+А. Они подразделяются на простые рядовые, прогрессивные, бифилярные и тороидальные. Простаярядовая обмотка характеризуется малой собственной емкостью и наматывается вплотную виток к витку с шагом р=dиз или р=dиз+А и применяется для высокочастотных контуров, реостатов и т. д. Прогрессивная обмотка характеризуется изменяющимся по определенному закону шагом (p1<p2<p3<...<pk) и применяется для контуров ВЧ-передатчиков, где требуется минимальная собственная емкость. Бифилярная обмотка отличается тем, что не имеет индуктивности, так как токи в соседних витках проходят навстречу друг другу и их магнитные поля взаимно уничтожаются. Она применяется для проволочных сопротивлений. Тороидальнаяобмотка характеризуется отсутствием внешнего магнитного поля и применяется в магнитных усилителях, трансформаторах, дросселях. По внутреннему диаметру тороида укладывают провод с шагом р1=dиз, а по внешнему — с шагом p2=dиз+A или произвольно.
Многослойные обмотки разделяются на рядовые, секционированные, бифилярные, галетные, спиральные, пирамидальные, универсальные, перекрестные и тороидальные. Обмотки характеризуются повышенной разностью потенциалов между витками, расположенными в соседних рядах обмотки, большими собственной емкостью и индуктивностью. Для уменьшения собственной емкости обмотки выполняют секционированными, универсальными и перекрестными. Рядовая многослойная обмотка имеет большие индуктивность и собственную емкость, повышенную разность потенциалов между витками и пониженный срок службы. Применяется для низкочастотных и силовых трансформаторов, реле, резисторов и дросселей. Секционированная многослойная обмотка позволяет снижать разность потенциалов между витками, уменьшать собственную емкость. Она может быть индукционной и безындукционной. Намотка осуществляется путем укладки провода в отдельные секции при различном направлении вращения шпинделя намоточного станка. Число рядов в каждой секции нечетное, чтобы начало и конец провода располагались у противоположных торцов каркаса. Применяется для намотки контуров ДВ- и СВ-диапазона, дросселей и т. д. Пирамидальная обмотка характеризуется тем, что при одном и том же напряжении между выводами пробивное напряжение между витками, лежащими в соседних слоях, намного ниже, чем в рядовой многослойной. Поэтому она применяется в высоковольтных трансформаторах, дросселях и контурах переключающих устройств. Универсальная обмотка отличается тем, что провод укладывается на каркас под некоторым углом к плоскости намотки с двумя или несколькими перегибами на торцах за каждый оборот. Перекрещивание каждого последующего витка с предыдущим позволяет получать механически прочную обмотку с диаметром, значительно превышающим ширину намотки и малой собственной емкостью. Емкость тем меньше, чем больше угол укладки . Укладка выполняется с опережением, когда новый виток ложится впереди предыдущего, и с запаздыванием, когда он ложится позади предыдущего. Перекрестная обмотка является разновидностью универсальной и отличается тем, что имеет два перегиба. Такая укладка позволяет при всех преимуществах универсальной обмотки получать большую индуктивность. Спиральная обмотка представляет собой плоскую спираль, приклеенную к изоляционному основанию. Галетная обмотка отличается отсутствием каркаса и выполняется на специальных оправках, которые после закрепления витков удаляются. Она применяется в отклоняющих системах электронно-лучевых трубок.
3.ИК – пайка и лазерная пайка ПМ – компонентов
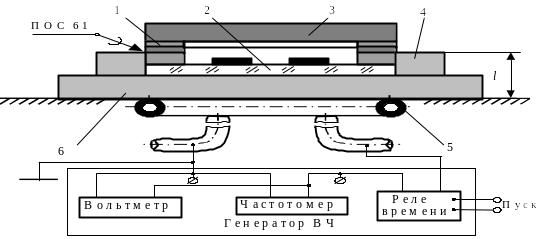
Для пайки рамки 1 к плате микросборки 2 разработана специальная оснастка (рис. 10.18), включающая прижим 3, индуктор тока ВЧ 5, технологическую кассету 4, в которой располагаются микросборки, теплоизолирующую плату 6. Расположение индуктора под платой имеет то преимущество, что исключает случайное прикосновение к нему в процессе пайки и обеспечивает возможность свободного перемещения кассеты с микросборками с помощью транспортного устройства.
Инфракрасное излучение с длиной электромагнитных волн 1—5 мкм, генерируемое галогенными лампами мощностью 0,5—1,0 кВт, применяют для бесконтактной пайки безвыводных элементов на воздухе и в специальной среде. ИК-излучение незначительно проникает в глубь нагреваемых металлов, поэтому скорость их нагрева зависит от степени черноты поверхности. Лучшие результаты дает использование паяльных паст, наносимых на участки пайки трафаретной печатью.
ИК-печи для пайки припойной пастой поверхностно-монтируемых элементов, выпускаемые фирмой Aurel (Италия), содержат ряд последовательных зон, каждая из которых снабжена своим регулируемым нагревательным элементом с обратной связью. Источниками нагрева служат кварцевые лампы с излучением в диапазоне длин волн 3,5—5,5 мкм, которые обеспечивают равномерный нагрев деталей с различной степенью черноты и одновременно повышают температуру газовой среды (воздуха или инертного газа), благодаря чему повышается равномерность температурного поля. В ИК-печах выполняется пайка плат размерами до 500 мм. Программа ИК-нагрева задается персональным компьютером. К недостаткам следует отнести трудности локализации зоны нагрева и загрязнение рефлекторов испаряющимся флюсом.
Активацию монохроматическим когерентным излучением в оптическом диапазоне длин волн 0,7—10,6 мкм осуществляют с помощью ОКГ мощностью 60—100 Вт. Лазерное излучение представляет собой надежное и экономичное средство высокопроизводительного бесконтактного нагрева для пайки благодаря его высокой управляемости и локальности воздействия. Проблемы внедрения полуавтоматов лазерной пайки связаны с необходимостью выбора оптимального метода нанесения припоя, мощности излучения, скорости перемещения луча.
Л азерная пайка планарных выводов ИМС в корпусах типа 4 реализована с использованием твердотельного лазера на АИГ с неодимом Nd - ЛТН - 102 А (рис. 10.19). Мощность лазерного излучения 26 — 30 Вт, диаметр луча в фокальной плоскости 2 — 4 мм, скорость перемещения координатного стола 4 — 7 м/с. Припой наносится дозированно на выводы 3 ИМС путем напрессовки проволочного припоя диаметром 0,4 мм либо в виде паяльной пасты. Плату 1 с установленными ИМС 4 закрепляют на координатном столе, наносят на выводы флюс и, включив лазер и перемещение координатного стола, проводят пайку последовательным обходом всех паяемых соединений на плате лучом 2 под углом 90 или 45.
При пайке лазерным излучением время пайки одного вывода не превышает 0,7 с, благодаря короткому времени припой имеет мелкозернистую структуру, интерметаллиды в соединении отсутствуют.
На базе лазера ЛТН-102 разработан ряд автоматов лазерной пайки: ТС-1061 с ЧПУ от 8-дорожечной перфоленты через фотосчитывающее устройство FS 1501; "Квант-52" с управлением от ЭВМ "Электроника С5-21 М".
Для наблюдения за ходом процесса используется малогабаритная ТV-система МТУ-1 на базе телевизора "Электроника-100", которая формирует увеличенное в 15 раз черно-белое изображение рабочей зоны и повышает удобство работы на установке и безопасность для зрения оператора.
Фирма Vanzetti Systems (США) выпускает установки лазерной пайки типа ILS - 7000, которые отличаются работой в прерывистом режиме с нагревом каждого соединения во время остановки координатного стола, а также способностью активно регулировать процесс нагрева по длительности в зависимости от тепловых характеристик соединения, определяемых количеством припоя. Для этого установки снабжены ИК-детектором, воспринимающим тепловое излучение от паяного соединения, цепью обратной связи и управляющей ЭВМ, которая помимо управления процессом выдает информацию о дефектных соединениях в форме распечатки. При диаметре пятна лазерного луча 0,6 мм пайка каждого вывода занимает 50 — 150 мс.
Рациональный выбор способов активации процессов пайки в производстве позволяет в наибольшей степени интенсифицировать процессы монтажа, повысить качество паяемых соединений. Активированные процессы пайки легко автоматизируются путем применения транспортных устройств и роботов-манипуляторов, управляемых с помощью микроЭВМ или микропроцессоров, что создает предпосылки перехода к безлюдной технологии производства.