

Глава XV контроль качества гальванических покрытий
Требования к гальваническим покрытиям
Каждое гальваническое покрытие, каково бы ни было его назначение, должно отвечать определенным требованиям, зависящим от условий эксплуатации покрываемого изделия. Например, при однослойном защитно-декоративном никелировании деталей велосипеда, помимо зеркального внешнего вида покрытия, необходимо учитывать его толщину и пористость. Толщина никелевого покрытия, эксплуатируемого в средних условиях работы (наружная атмосфера, загрязненная обычным количеством промышленных газов), должна быть не менее 30 мк; пористость при этом должна полностью отсутствовать. Более толстое, но пористое никелевое покрытие не может считаться доброкачественным для антикоррозионных целей. Значительная пористость должна учитываться даже при оценке качества таких анодных покрытий, как цинковые и кадмиевые. При износостойком хромировании особую важность приобретают прочность сцепления хромового покрытия с основным металлом и твердость полученного осадка.
В общем случае для большинства гальванических покрытий оценка качества металлического осадка производится путем внешнего осмотра, определения толщины, пористости и прочности сцепления покрытия с основным металлом. В специальных случаях проверяются также твердость, износостойкость и термостойкость гальванических покрытий.
Контроль по внешнему виду
Контроль гальванических покрытий по внешнему виду производится путем осмотра деталей невооруженным глазом при нормальном дневном или искусственном освещении. Освещенность рабочего места при этом должна быть не менее 300 люксов1.
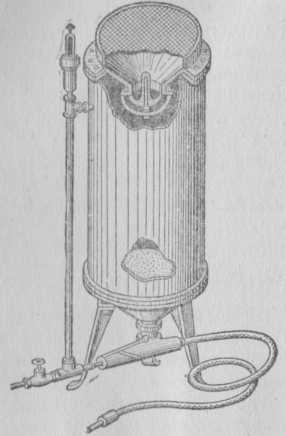
С 1 января 1902 г. пескоструйная очистка повсеместно запрещена. Вместо пескоструйной очистки в настоящее время все более широко применяется гидропескоструйная обработка поверхности деталей, при которой пыли не образуется. При гидропескоструй-
Фиг.
22. . Дробеструйный аппа- Фиг. 23.
Дробеструйная камера закрытого рат
для подачи молотой чугун- типа для
очистки деталей небольших габа- ной
дроби в камеру дробеструй- ритов с
помощью ручного сопла:
НОН
ОЧИСТКИ. 1
— смотровой люк; 2
— шкаф; 3
— загрузочное
окно
с брезентовым затвором; 4
— шланг и сопло.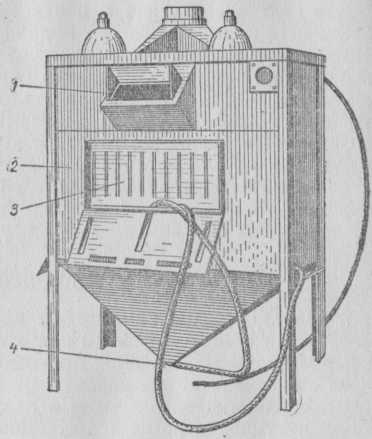
 ной
очистке детали обрабатываются водной
суспензией, содержащей во взвешенном
состоянии кварцевый песок. Обработка
дробью и гидроабразивная очистка
коренным образом улучшают условия
труда.
ной
очистке детали обрабатываются водной
суспензией, содержащей во взвешенном
состоянии кварцевый песок. Обработка
дробью и гидроабразивная очистка
коренным образом улучшают условия
труда.
Обезжиривание органическими растворителями
Детали, поступающие в гальванический цех после механической обработки или штамповки, в большинстве случаев покрыты масляными и жировыми загрязнениями, которые должны быть удалены самым тщательным образом. Удаление значительных жировых загрязнений, особенно при расконсервации деталей после хранения на цеховом складе, производят обычно различными органи
ческими растворителями. Эта операция применяется с целью предварительной очистки поверхности перед химическим и электрохимическим обезжириванием. В качестве растворителей применяют: бензин, керосин, бензин-растворитель (уайт-спирит), бензол, четыреххлористый углерод и др. Органические растворители растворяют и смывают жиры и масло с поверхности. Загрязненные детали промывают растворителями в специальных стальных ваннах или бачках с помощью волосяных щеток и ветоши. Для более полного удаления жиров и масел обезжиривание производят в двух-трех емкостях последовательно.
Большим недостатком всех органических растворителей является их токсичность (ядовитость) и легкая воспламеняемость. Поэтому баки, ванны и столы для промывки оборудуются местной вытяжной вентиляцией; обезжиривание производится на отдельном участке, отгороженном от общего помещения цеха несгораемыми перегородками. При удалении жиров с помощью такого активного растворителя, как трихлорэтилен, применяется специальная аппаратура с устройством для очистки использованного растворителя.