

Электрохимическое обезжиривание
Высокого качества очистки поверхности от жировых загрязнений можно добиться путем электрохимического обезжиривания. Для этого процесса используются те же щелочные растворы, что и при химическом обезжиривании, но с меньшей концентрацией компонентов. Увеличение скорости разрушения и удаления жировой пленки с деталей при электрохимическом обезжиривании до* стигагтся в результате омыления жиров гидроксильными ионами и механического отрыва капелек жиров и масел обильно выделяющимися на катоде пузырьками водорода, а на аноде пузырьками кислорода.
Однако водород оказывает и вредное влияние. Проникая даже в незначительных количествах внутрь поверхностного слоя металла, он вызывает водородную хрупкость. Появление водородной хрупкости совершенно недопустимо для таких деталей, как пружины, пружинные шайбы и тонкостенные детали. Для того чтобы избеж&ть наводороживания, обезжиривание этих деталей веду! сначала на катоде, затем на аноде. Для особо ответственных, тонкостенных и закаленных деталей применяют только анодное обезжиривание. Механизм процесса анодного обезжиривания аналогичен катодному, однако за счет меньшей щелочности в прианод- ном слое и меньшего объема выделяющегося кислорода процесс обезжиривания на аноде идет гораздо медленнее. Составы растворов для электрохимического обезжиривания приведены в табл. 3.
Режим обработки: плотность тока 3—10 а/дм2; напряжение 12 в; температура раствора 70—90°; продолжительность выдержки 5—15 мин. Ванна для электрохимического обезжиривания
Таблица
3
Составы
растворов для электрохимического
обезжиривания
Составляющие
раствора
Концентрация
компонентов раствора в г/л
для деталей из
чугуна
и стали
меди
и ее сплавов
алюминия
и цинка
Сода
кальцинированная . ....
Тринатрийфосфат
Жидкое
стекло
Мыло
40—50
20—40
15—20
3—5
20—30
20—30
5—10
20—30
2-3
(фиг. 27) отличается от ванны химического обезжиривания только наличием катодных и анодных штанг и щита с перекидным рубильником для переключения деталей с катода на анод и обратно.
Электродами при электрохимическом обезжиривании служат пластины из углеродистой или нержавеющей стали. Для того чтобы раствор не загрязнялся железом, электроды из углеродистой стали предварительно никелируют. Обезжиривание деталей производят в тех же самых приспособлениях, в которых они поступают
Фиг.
27. Ванна для электрохимического
обезжиривания: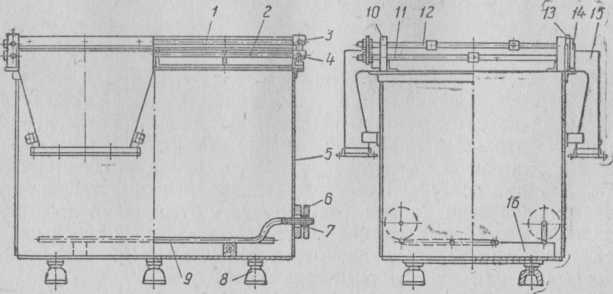
затем в панну для гальванического покрытия. Мелкие детали загружаются в ванну в стальных сетчатых корзинах. Для более полного обезжиривания корзины с деталями периодически встряхивают так же, как и при химическом обезжиривании, загрязненную жирами пену удаляют с поверхности раствора через сливной карман.