

12 Обезжиривание венской известью
При подготовке поверхности деталей к нанесению гальванического покрытия бывают случаи, когда обезжиривание нельзя выполнить в горячих щелочных растворах. Это относится к деталям или изделиям, имеющим части из резины или пластмассы, узлам с изоляцией мест, не подлежащих покрытию, и деталям с зеркально отполированной поверхностью. Для обезжиривания таких деталей пользуются венской известью, представляющей собой смесь из окиси кальция и магния. Порошок венской извести разводят водой до густоты кашицы. Обезжиривание производят вручную растиранием кашицы по поверхности детали волосяными щетками. После обезжиривания детали тщательно промывают водой, чтобы полностью удалить остатки извести.
При всех применяемых способах удаления жировых загрязнений признаком хорошего обезжиривания служит полная смачиваемость поверхности деталей водой. Обезжиривание считается неудовлетворительным, если после промывки вода на поверхности изделия собирается отдельными каплями.
Химическое травление
Удаление с деталей значительного слоя окалины и ржавчины обдиркой, шлифованием или дробеструйной обработкой — процесс довольно трудоемкий и непроизводительный. Более дешевым и производительным процессом очистки поверхности проката, поковок и штамповок является травление в серной или соляной кислоте. Детали, поступающие на травление непосредственно после горячей обработки (ковки, штамповки, отжига), подвергаются травлению без обезжиривания. Детали, имеющие на своей поверхности жировые загрязнения, перед травлением обезжириваются химическим или электрохимическим способом.
При действии серной или соляной кислоты на черные металлы окислы железа (и частично сам металл) растворяются с образованием солей и выделением водорода:
Ре203+ЗН25 04->Ре2 (504)3+ЗН20; Ре+Н25 04->-Ре5044-Н2.
Выделяющийся водород разрыхляет пленку окислов железа и отрывает ее от поверхности металла, способствуя тем самым ускоре
нию процесса травления и уменьшению расхода кислоты. Скорость травления как в серной, так и в соляной кислоте значительно возрастает с повышением температуры. Оптимальной для травления в серной кислоте является температура в пределах 50—60°, для травления в соляной — в пределах 30—40°. Высокая летучесть соляной кислоты не позволяет применять подогрев травильных ванн выше 40°.
Увеличение концентрации кислоты так же, как и повышение температуры, ускоряет процесс травления. Однако во избежание чрезмерного растворения основного металла и перетравливания деталей применяют обычно растворы с концентрацией кислоты в пределах 10—20%. На практике для травления пользуются чаще всего серной кислотой. Это объясняется ее невысокой стоимостью, простотой транспортировки и возможностью ведения процесса травления при повышенной температуре.
Для предохранения основного металла от перетравливания и экономии кислоты в травильные растворы вводят специальные присадки — замедлители травления (ингибиторы). Ингибиторы представляют собой различные белковые и другие вещества животного и растительного происхождения, подвергнутые специальной обработке. Действие ингибиторов сводится к следующему. Находясь в растворе, они обволакивают уже очищенную от окислов поверхность металла и тем самым предохраняют ее от перетравливания. На окислах и травильном шламе ингибиторы не адсорбируются. Количество ингибитора, добавляемого в раствор, невелико и составляет обычно 0,1—2,0% от веса раствора.
В настоящее время широкое распространение получили присадки: КС и сульфошлям, приготовленные из отходов животного происхождения; Ж-1, приготовленная из отходов конопляных жмыхов; уникол, 4М, ПБ и др. Составы растворов для химического травления стали и режимы травления приведены в табл. 4.
Таблица
4
Составы
растворов для химического травления
стали
Составляющие
растворов
Концентрация
компонентов раствора в г/л
для деталей
покрытых
толстым слоем окалины
покрытых
окалиной и ржавчиной
покрытых
ржавчиной
Серная
кислота удельного веса 1,84
Соляная
кислота удельного веса 1,10
Присадка
КС
Температура
состава, °С
75—100
110—160
3
30—40
150—200
3-5
20—60
80—100
0,5—1,0
20—40
с
Время выдержки деталей в указанных растворах зависит от характера поверхности металла, температуры ванны и составляет от 30 мин. до 2 час. и более. После травления детали тщательно промываются в проточной холодной воде и нейтрализуются в горячем содовом растворе. Для узлов и деталей, поступающих сразу же после травления в ванны для нанесения защитных покрытий, нейтрализация в содовом растворе не производится.
Ванны для химического травления средних по размерам деталей изготовляют из листовой стали толщиной от 5 до 10 мм и футеруют изнутри кислотостойким материалом: резиной, винипла-
Фиг.
28. Ванна для травления деталей,
футерованная резиной:
/
—бортовой отсос; 2
—
корпус ванны; 3
—
прокладка; 4
—
скоба; 5 — освинцованный стальной
змеевик; б — деревянный брусок;
7—резиновая прокладка; 8
— фланец; 9
— стальная
штанга для завешивания деталей.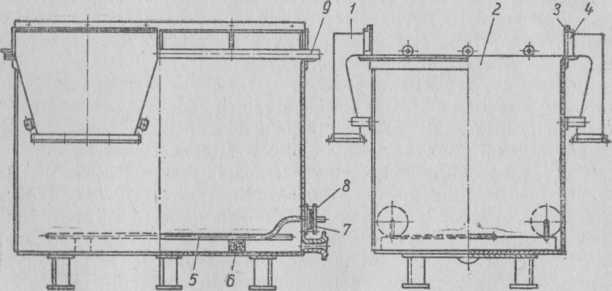
стом, асбовинилом и др. Ванны для травления большого количества крупных деталей (толстых листов, проката различного профиля, крупных поковок) изготовляют из кислотоупорного кирпича или железобетона и футеруют метлахскими плитками на кислотоупорном цементе.
Нагрев раствора для травления осуществляется паром с помощью свинцового или стального освинцованного змеевика. Все ванны травления оборудуются бортовыми вентиляционными отсосами. На фиг. 28 показана ванна, футерованная резиной.