

Принцип минимума энергии деформации (наименьшего сопротивления)
В упрощенном виде этот принцип может быть сформулирован следующим образом: при пластической деформации из всех кинематически возмоэ/сных перемещений частиц для заданных внешних условий реальными будут те перемещения, при которых работа, затрачиваемая на преодоление внешних и внутренних сопротивлений, будет наименьшей. Внешние сопротивления вызываются силами внешнего трения, а внутренние возникают как противодействие внешним активным силам, приложенным со стороны инструмента. Этот принцип имеет аналитическое выражение в виде вариационного уравнения Лагранжа (которое можно найти в специальной литературе). Существует и менее строгая формулировка этого принципа: в случае возможного перемещения частиц деформируемого тела в различных направлениях они перемещаются в направлении наименьшего сопротивления.
Элементы теории продольной прокатки
Рассмотрим некоторые вопросы теории главного способа ОМД - прокатки.
Очаг деформации, угол захвата
На рисунке 6.10 изображен очаг деформации - объем металла, зажатый в каждый данный момент между валками, где и происходит его пластическая деформация.
Р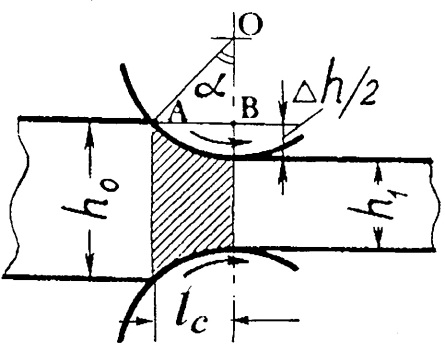 ис.6.10.
Схема образования
ис.6.10.
Схема образования
очага деформации
металлической заготовки –
очаг деформации обозначен
штриховкой:
α -угол захвата; ∆h - обжатие
Дуга, по которой валок соприкасается с полосой, называется дугой захвата, а центральный угол α, опирающийся на нее, - углом захвата. Угол захвата (который может быть определен из треугольника АОВ) равен:
α ≈ ![]() .
.
Как видно, угол захвата зависит от величины обжатия и диаметра валков. В теории прокатки показано, что захват металла валками происходит при условии, когда угол захвата меньше угла трения: α < φ. При малых углах, когда φ = tg φ = f, угол захвата должен быть меньше коэффициента трения: α < f. Таким образом, чтобы повысить производительность прокатного стана за счет увеличения ∆h (благодаря чему сокращается число «проходов» заготовки через валки), необходимо либо увеличивать коэффициент трения - путем повышения шероховатости валков, либо применять валки большего диаметра. На практике углы захвата составляют: на станах для производства полупродуктов - блюмов и заготовок - 18-34°, на станах холодной прокатки - 3-8°.
Опережение и отставание
Увеличение длины прокатываемой полосы при ее деформации происходит за счет вы-
давливания металла из очага деформации «вперед» и «назад» со скоростями Vоп и Vотст. В результате скорость выхода Vвых полосы из валков оказывается больше окружной скорости валка Vв, а скорость входа Vвх - меньше её, т.е. Vвых = Vв + Vоп, Vвх = Vв – Vотст. Опережением же называют относительную разность скоростей Vвых и Vв и оценивают в процентах: Sоп = [(Vвых - -Vв)/ Vв]∙100%. При этом Vвых и Vв определяют экспериментально. Существуют и теоретические методы расчета опережения. Учет опережения особенно важен при расчете скоростей прокатки в непрерывных станах (рис. 6.15), где обрабатываемая полоса одновременно деформируется в нескольких последовательно расположенных клетях. Для нормальной работы такого стана необходимо соблюдение условия постоянства секундных объемов металла, проходящих через каждую клеть, т.е. Fi∙Vi = const (Fi - поперечное сечение полосы, Vi - её скорость на выходе из i-той клети). Таким образом, по мере уменьшения сечения прокатываемой полосы скорость вращения валков в каждой последующей клети должна возрастать. Эти скорости должны определяться с учетом явления опережения.