

6.2.2. Формовочные материалы и смеси
Формовочная смесь - сыпучий материал, из которого изготовляются формы, состоит из трёх компонентов: основных (песок, глина), связующих и добавок.
Анализ показывает, что около 50% брака отливок возникает по причине плохого качества смесей, обусловленного либо неудовлетворительным качеством исходных компонентов, либо нарушениями в технологии приготовления смесей.
6.2.2.1. Требования, предъявляемые к формовочным и стержневым смесям
Материалы, используемые для приготовления формовочных и стержневых смесей, и сами смеси должны обладать определённым комплексом свойств, обеспечивающих получение качественных отливок. Важнейшие из них следующие.
Прочность - способность формы не разрушаться при сборке и транспортировке и при воздействии на неё струи расплавленного метала.
Пластичность - свойство смеси точно воспроизводить отпечаток модели.
Податливость - способность смеси сокращаться в объёме, не препятствуя усадке отливки.
Огнеупорность и термохимическая стойкость - смесь при сопри¬косновении с расплавленным металлом не должна плавиться, спекаться, вступать в химическое взаимодействие с металлом (не пригорать к отливкам).
Газопроницаемость - способность смеси пропускать газы, образующиеся при заливке формы металлом (при недостаточной газопроницаемости в отливке могут образоваться газовые пузыри и раковины).
Газотворная способность - в процессе заливки формы металлом количество образующихся газов должно быть минимальным. Этому же должна способствовать и минимальная гигроскопичность смеси.
Выбиваемость - свойство смеси терять прочность после затвердевания отливки и легко удаляться из полости формы.
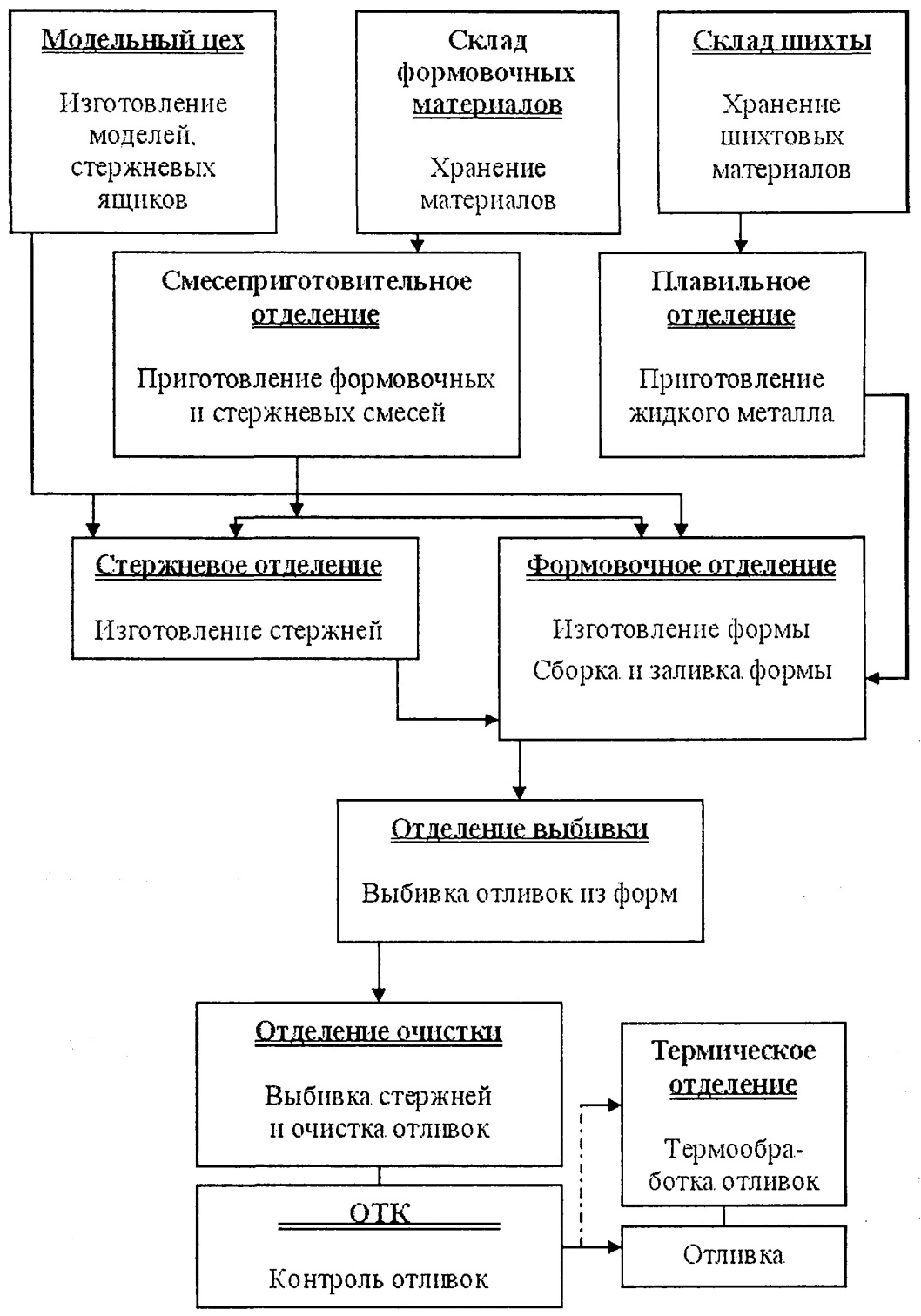
Рис. 6.27. Схема технологического процесса изготовления отливок в песчаных формах
Свойства компонентов формовочных и стержневых смесей
Главным компонентом смесей является кварцевый песок, на 90-96% состоящий из SiО2. Диоксид кремния обладает высокой огнеупорностью (tпл =1713°С), но содержащиеся в зёрнах кварца примеси (слюда, полевые шпаты, оксиды железа и др.) снижают его огнеупорность. При заливке форм слой песка, соприкасающийся с расплавленным металлом, быстро нагревается. При определённых температурах кварцит испытывает модификационные пре-вращения, сопровождающиеся изменением объёма, в результате чего происходит разрушение зерен - образующаяся пылевидная фракция ухудшает физико-химические свойства формовочной смеси. В случае повторного использования формовочная смесь должна подвергаться регенерации, главная задача которой - удаление тонкодисперсных частиц.
Основным связующим материалом в формовочных и стержневых смесях является глина. Обволакивая зёрна песка, она связывает их друг с другом и, таким образом, придаёт смеси необходимую прочность и одновременно пластичность. Пластичность глины тем больше, чем больше содержится в ней частичек меньше 1 мкм. Такие мелкие - коллоидные - составляющие глины при смачивании водой переходят в гелеобразное состояние, обеспечивающее необходимую прочность смеси и её пластичность. По минералогическому составу коллоидные фракции глины представлены гидроалюмосиликатами – Al2O3∙nSiО2∙nH2O, главным из которых является каолинит (n = 2).
Способность глины служить связующим веществом сохраняется до температуры 400°С. При нагревании до более высоких температур глина теряет кристаллизационную влагу, и в ней происходят необратимые превращения.
Глины (как и песок) обладают высокой огнеупорностью - температура плавления большинства глин составляет около 1700°С.
В литейном производстве кроме каолинитовых глин применяют бетониты, отличающиеся большим содержанием коллоидной составляющей. Однако эти положительные свойства бетонит сохраняет только до температур 120-200°С.
Количество глины в формовочных смесях достигает 10-15%. Однако большое содержание глины ухудшает газопроницаемость и противопригарные свойства формовочных смесей. Особенно нежелательно использование глины в стержневых смесях, подвергающихся более высоким динамическим и температурным воздействиям. Это вынуждает использовать для приготовления смесей специальные связующие добавки.
Связующие материалы в стержневых и формовочных смесях должны обеспечивать определённую прочность смеси в сыром и сухом состояниях, быстрое высыхание стержня или формы и минимальную гигроскопичность, лёгкое удаление стержня из отливки при выбивке, податливость, пластичность смесей. Кроме того, связующие материалы должны быть дешёвыми и недефицитными.
Выделяют следующие группы связующих материалов.
Масляные связующие и их заменители. Лучшими связующими, придающими стержневым смесям исключительно высокие физико-механические свойства, являются растительные масла. Несмотря на свою дефицитность, растительные масла и сейчас применяют для изготовления особо ответственных и сложных отливок. Песчано-масляные смеси обладают высокой газопроницаемостью, хорошей пластичностью и не прилипают к стенкам ящика. Стержни совершенно негигроскопичны, могут храниться длительное время, очень прочны в сухом состоянии. Например, льняное масло даёт на технологической пробе удельный предел прочности при растяжении не ниже 600 кПа. В качестве заменителей масел используют натуральные и синтетические олифы, олифу оксоль и ряд синтетических связующих, в которые входит то или иное количество растительного масла.
Связующие, расплавляющиеся при нагревании, обволакивают зёрна песка тонким слоем и после затвердевания образуют прочную плёнку, связывающую зёрна песка между собой. Типичным представителем этой группы является канифоль. Аналогично канифоли действуют торфяной и древесные пеки, битумы. Смеси на связующих данной группы имеют хорошую прочность в сухом состоянии и совершенно негигроскопичны. Недостатком их является низкая прочность стержней в горячем состоянии.
Связующие материалы органического происхождения применяют в виде водных суспензий и растворов. К этой группе связующих относятся декстрин, кормовая патока, сульфитно-спиртовая барда. Эти материалы редко применяют как самостоятельные связующие, но они входят в состав многих синтетических связующих.
Синтетические связующие на основе органических материалов. Широко распространены во всех литейных цехах связующие СП и СБ. Связующее СП представляет собой эмульсию сульфитно-спиртовой барды (93-95%) с окисленным петролатумом, а связующее СБ - эмульсию сульфитно-спиртовой барды (80-85%) с тяжёлой фракцией сланцевой смолы ГТФ. Положительными качествами этих связующих является не только высокая прочность высушенных смесей, но и сокращение времени сушки в 2-3 раза по сравнению со смесями на других связующих.
Неорганические связующие материалы. Наиболее распространены цемент, жидкое стекло, гипс. В качестве связующего материала можно применять цемент только наивысших марок - 500 или 600. Основное преимущество применения песчано-цементных смесей состоит в том, что не требуется искусственной сушки стержней в сушилах, так как смесь твердеет при комнатной температуре в течение 24-72 часов.
Жидкое, или растворимое, стекло (представляющие силикаты К2О∙nSiО2 или Na2О∙ nSiО2) имеет наибольшее распространение из всех неорганических связующих материалов. Связывание песчинок в этом случае происходит в результате выделения и гидратации кремнезёма, который затем образует твёрдые оболочки между зёрнами.
Связующие на основе синтетических смол. Эти связующие используют для приготовления холоднотвердеющих (ХТС) и горячетвердеющих (ГТС) смесей. В качестве связующих в ХТС применяют карбомидофурановые (КФ-90, КФ-70, КФ-40) и фенолофурановые смолы. Их полимеризация происходит в присутствии катализаторов. Для приготовления ГТС используют мочевиноформальдегидные смолы (М-56, М-6, У КС), фенолоформальдегидные, фурановые смолы, которые при нагреве до 220-240°С размягчаются, связывают зёрна песка, а при дальнейшем нагреве полимеризуются, придавая стержню прочность.
Для предотвращения пригара и повышения чистоты поверхности отливок в формовочные смеси дают каменноугольную пыль, древесные опилки, а поверхность форм и стержней покрывают тонким слоем противопригарных материалов. Для сырых форм применяют припылы, для сухих - противо-пригарные краски. В этих материалах используют порошок MgO, древесный уголь, бетонит, порошок графита, маршалит, циркон и др.