

1.3.5. Системы управления
Основное назначение системы управления – формирование логической последовательности действия и обеспечение автоматической работы всех механизмов в соответствии с заданной программой. Основной характеристикой систем управления является способ управления движением. В зависимости от этого системы делятся на управляемые по программе и адаптивные.
Системы программного управления нашли самое широкое применение в роботах первого поколения. Их условно можно разделить на цикловые, позиционные, контурные.
Цикловые системы являются наиболее простыми. В них число программируемых точек по каждой координате положения механической руки ограничено начальной и конечной. Широкое распространение получили цикловые системы с заданием программы на штекерных панелях, барабанах с числом программируемых позиций до 20, с электрической и пневматической системами управления с числом программируемых позиций 50-60. При цикловом управлении последовательность перемещения рабочих органов робота осуществляется включением приводов по времени по сигналам о выполнении предшествующей операции. Цикловые системы, выполняющие от 16 до 104 команд, наиболее просты и дешевы, достаточно надежны. Они применяются преимущественно для управления роботами с одной механической рукой, имеющей до четырех степеней свободы.
Цикловые системы позиционного управления серии УЦМ представлены устройствами моделей УЦМ-10, УЦМ-20, УЦМ-30 и УЦМ-663. На рис.18 представлена блок-схема устройства циклового программного управления модели УЦМ-663. Это устройство имеет шесть управляемых координат с количеством точек позиционирования по каждой координате, равным 8. Набор программы осуществляется на клавиатуре пульта программирования. Объем памяти – до 128 кадров. Количество управляющих команд, подаваемых на манипулятор, равно 30, на технологическое оборудование – 12.
При позиционной системе управления роботом фиксация заданных положений и перемещений подвижных механизмов осуществляется с помощью датчиков обратной связи.
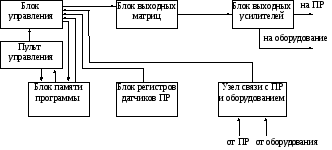
Рис. 18. Блок-схема устройства циклового программного управления роботом
Числовые системы позиционного управления серии УПМ представлены устройствами моделей УПМ-331, УПМ-552 и УПМ-772. Они построены по принципу синхронного микропрограммного автомата с жестким циклом управления. Устройства унифицированы по структурно-алгоритмическому и конструкторско-технологическому принципам. На рис.19 представлена блок-схема устройства числового программного управления УПМ-772. Операционно-логический блок совместно с микропрограммным автоматом обеспечивает взаимодействие всех блоков устройств и выполняет функции центрального управления и логической обработки информации. Общее количество управляемых координат равно 7. Устройство имеет 15 двоичных разрядов для обработки геометрической информации. В качестве программоносителя применяется накопитель на магнитной ленте с объемом хранения информации примерно 600 Кбит. Оперативное запоминающее устройство имеет объем на 100 кадров программы. В качестве метода программирования используется метод обучения. В качестве датчика связи применяются двухотсчетные синусно-косинусные вращающиеся трансформаторы типа СКТД-6465Д. С пульта управления можно задать следующие режимы работы: автоматическую обработку программы; поиск кадра; ручное управление; обучение; контроль программы; разметку магнитной ленты; разметку зоны; начальную установку.
Контурные системы программного управления работают на базе числового программного управления. Они позволяют осуществлять движение механической руки по непрерывной сложной траектории. Контурные системы с ЧПУ более дорогие, чем позиционные, и используются главным образом для роботов, выполняющих технологические операции, например окраску.
В условиях гибкого автоматизированного производства широкое применение находят системы управления роботами от ЭВМ. Разработаны системы одновременного и независимого управления мини-ЭВМ группой в пять-шесть и более промышленных роботов. Система содержит запоминающее устройство, способное организовать движение рабочих органов с количеством циклов до 1000 по каждому роботу. Она дает возможность работать с неподвижными и движущимися с различными скоростями деталями. Система обеспечивает работу группы роботов с устранением их взаимных помех и столкновений.
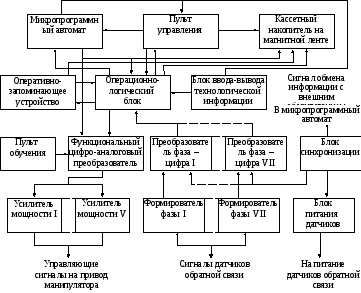
Рис. 19. Блок-схема устройства числового программного управления роботом