

4. Резцедержатель
Резцедержатель (рис. 31) шестипозиционный поворотный обеспечивает автоматическую последовательную смену инструмента по командам системы ЧПУ.
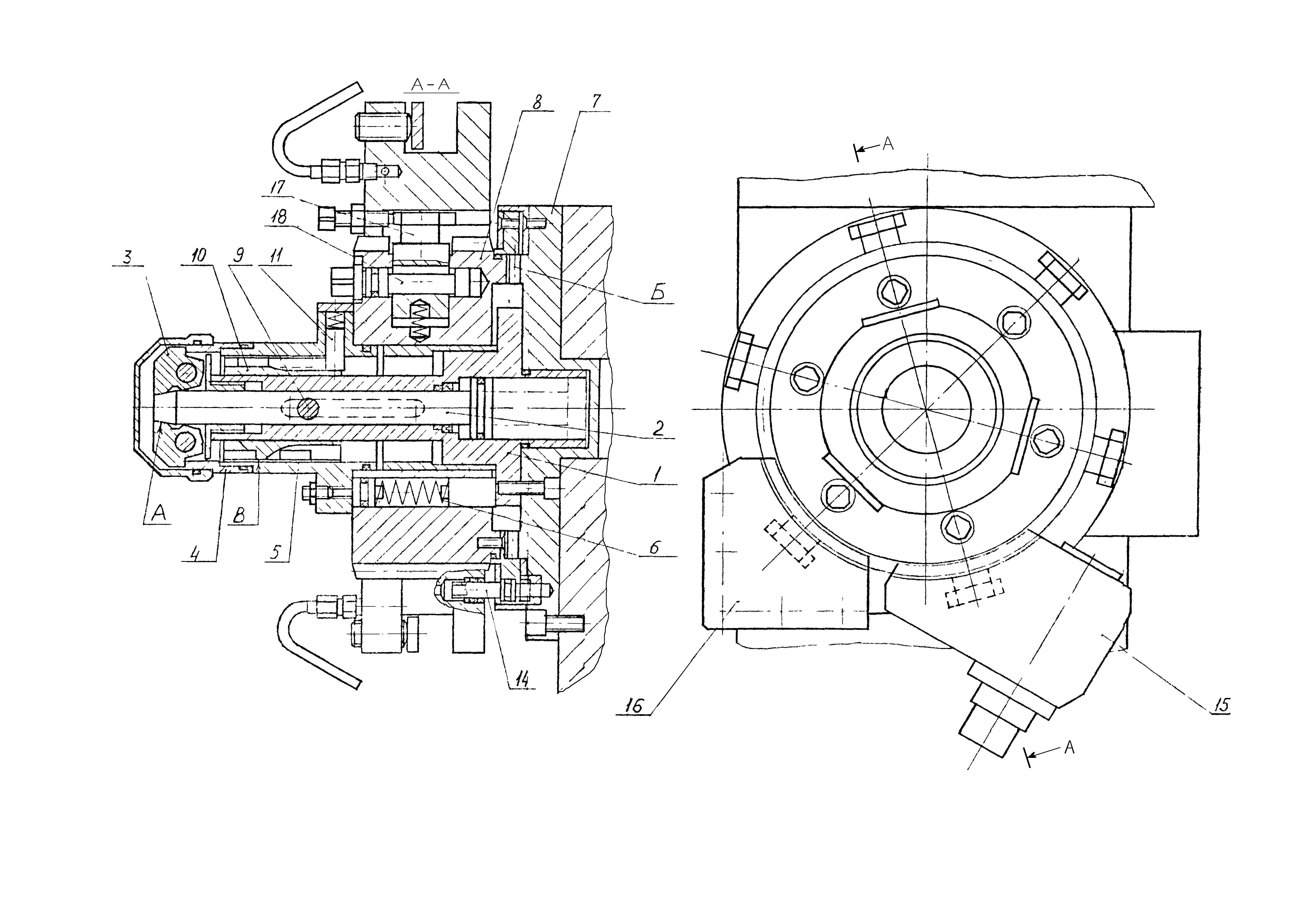
Рис. 31. Резцедержатель
Резцедержатель монтируется на поперечных салазках. Поворот резцедержателя производится следующим образом: по команде в левую полость гидроцилиндра 1 подается масло под давлением, шток 2 перемещается вправо, освобождая рычаги 3; пружинами 6 поворотная часть (детали 4, 5, 8) смещается влево, расцепляя зубчатые венцы Б. Совместно со штоком 2 перемещается вправо соединенный с ним пальцем 9 кулачок 10. По пазу кулачка скользят три толкателя 11, при подходе к крайнему правому положению два толкателя перескакивают через выступы В кулачка в следующие винтовые пазы. Третий толкатель свободно двигается по пазу и удерживает поворотную часть от поворота за счет дисбаланса установленного инструмента. При обратном ходе штока 2 (влево) кулачок 10 своими винтовыми пазами нажимает на толкатель 11, заставляя двигаться поворотную часть в следующую позицию (против часовой стрелки при виде с рабочего места). По окончании поворота конус А нажимает на рычаги 3, пружины 6 сжимаются, торцевые зубчатые венцы Б сцепляются, резцедержатель зажимается. Контроль положений резцедержателя в отжатом и зажатом положениях осуществляется конечными выключателями. Для подачи охлаждающей жидкости к резцедержкам предназначены штуцеры 14.
Быстросменные резцедержка 16 и державка для концевого инструмента 15 служат для крепления резцов и концевого инструмента соответственно и позволяют осуществить предварительную установку инструмента вне станка с помощью специального приспособления.
Резцедержка и державка для концевого инструмента, представляющие собой сектор зубчатого венца с внутренний зубом, устанавливаются в рабочую позицию на зубья корпуса резцедержателя 8 и закрепляются прижимом 17 посредством кулачка 18, имеющего поверхность, выполненную по кривой Архимеда.
При установке резцедержки или державки для концевого инструмента на корпус резцедержателя в отверстие с уплотнением входит конец штуцера 14, который в рабочей позиция герметично стыкуется с отверстием для подвода охлаждающей жидкости в основание резцедержателя. Охлаждающая жидкость по сверлениям в корпусе резцедержки и трубке поступает в зону резания.
Державки концевого инструмента имеют внутренний конус Морзе 4. Для установки инструмента с другими конусами применяются переходные втулки.
5. Электрооборудование
Электрооборудование станка предназначено для работы от четырехпроводной сети переменного тока 380/220 В, 50 Гц.
Электрооборудование включает в себя:
устройство ЧПУ Н22-1М, с помощью которого производится управление всеми основными органами станка в автоматическом режиме и централизация управления работой электрооборудования в целом;
электродвигатели (главного движения, продольной и поперечной подач, гидронасоса, насоса охлаждения, насоса смазки, шнека);
электромагнитные муфты автоматической коробки скоростей;
электромагниты гидрозолотников зажима детали в патроне или цанге и поворота резцедержателя;
фотоэлектрический датчик, осуществляющий связь скорости вращения шпинделя с подачей;
аппараты управления и сигнализации работы перечисленного оборудования, промежуточные аппараты управления, связывающие выходные цепи устройства H22-1M с исполнительными механизмами станка;
различные путевые выключатели на станке, осуществляющие контроль положения рабочих органов станка.
Органы управления и сигнализации расположены на пультах (рис. 32). Назначение органов управления представлено в табл. 11.

Рис. 32. Пульт управления станком
Таблица 11