2.2.7. Контрольные вопросы
Назначение робототехнического комплекса. Особенности его компоновки, основные узлы комплекса.
Перечислить движения, обеспечиваемые пневматической схемой станка.
Как обеспечивается связь вращения шпинделя с подачей суппорта при резьбонорезании?
Как осуществляется поворот револьверной головки?
Как работает кулачковый патрон для зажима обрабатываемой детали?
Устройство и работа промышленного робота.
Назначение и работа пневмооборудования.
2.3. Лабораторная работа № 3. Испытание консольно-фрезерного станка модели 6р12пб на точность
Цель проверки станков по нормам точности состоит в установлении точности изготовления, взаиморасположения, перемещения и соотношения движений рабочих органов, несущих заготовку и инструмент, путем измерений на станке с помощью приспособлений и приборов, а также путем промеров обработанных на станках образцов изделий.
Проверка на нормы точности осуществляется для всех вновь изготовленных и вышедших из капитального ремонта металлорежущих станков.
Испытание станка 6Р12ПБ проводится в соответствии с нормами точности по ГОСТ 17734-72.
Таблица 14
Проверка точности станка
|
Номер проверки |
Что проверяется |
Метод проверки |
Отклонение, мм | |
|
допускаемое |
фактическое | |||
|
Н |
Н | |||
|
1 |
2 |
3 |
4 |
5 |
|
1 |
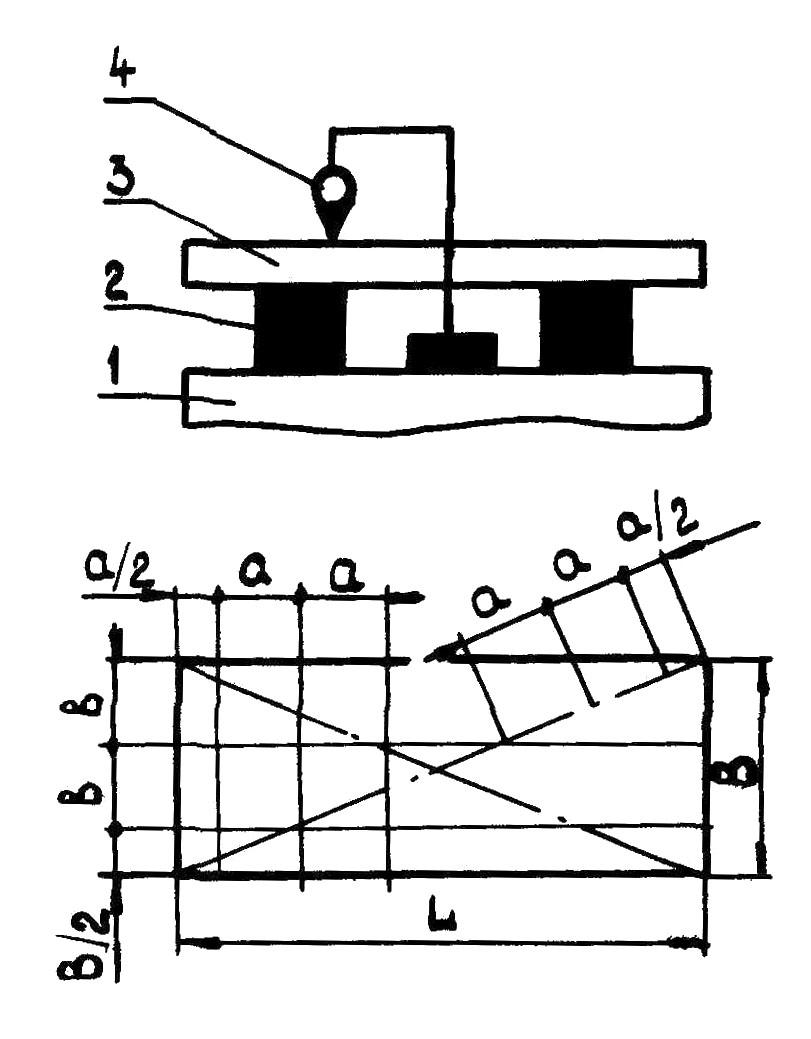
Плоскостность рабочей поверхности стола |
На рабочей поверхности стола 1 в продольных, поперечных и диагональных направлениях на двух регулируемых опорах 2 устанавливают поверочную линейку 3 таким образом, чтобы получить одинаковые показания индикатора 4 на концах линейки. Индикатор устанавливают на столе так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был перпендикулярен ей. Индикатор перемещают вдоль линейки и определяют прямолинейность формы профиля поверхности в точках измерения, отстоящих друг от друга на расстоянии а 0,1L 100 мм или b 100 мм. Отклонение определяют как наибольшую величину алгебраической разности показаний индикатора. Длина измерения, мм: св. 250 до 400 св. 1000 до 1600 св. 1600 |
20 40 50 |
|
|
|
Выпуклость не допускается | |||
Продолжение табл.14
|
1 |
2 |
3 |
4 |
5 |
|
2 |
Перпендикулярность продольного перемещения стола его поперечному перемещению в плоскости (для станков с неповоротным столом)
|
На рабочей поверхности стола 1 устанавливают поверочный угольник 2 так, чтобы его опорная поверхность была параллельна направлению продольного перемещения стола. На неподвижной части станка укрепляют индикатор 3 так, чтобы его измерительный наконечник касался измерительной поверхности угольника. Измерение производят, перемещая стол в поперечном направлении на длину хода, но не более, чем на 300 мм при закрепленной консоли. Отклонение от перпендикулярности определяют как наибольшую величину алгебраической разности показаний индикатора |
20 |
|
|
3 |
Параллельность рабочей поверхности стола направлению его продольного перемещения |
На рабочей поверхности стола 1 на двух опорах 2 (плоскопараллельных концевых мерах длины) одинаковой высоты устанавливают поверочную линейку 3. На неподвижной части станка укрепляют индикатор 4 так, чтобы его измерительный наконечник касался рабочей поверхности линейки. Стол перемещают в продольном направлении на всю длину хода при закрепленных салазках и консоли. Отклонение от параллельности определяют как наибольшую величину алгебраической разности результатов измерений на длине хода |
30 |
|

Продолжение табл.14
|
1 |
2 |
3 |
4 |
5 |
|
4 |
Параллельность рабочей поверхности стола направлению его поперечного перемещения |
На рабочей поверхности стола 1 на двух опорах 2 (плоскопараллельных концевых мерах длины) одинаковой высоты устанавливают поверочную линейку 3. На неподвижной части станка укрепляют индикатор 4 так, чтобы его измерительный наконечник касался рабочей поверхности линейки. Стол перемещают в поперечном направлении на всю длину хода при закрепленной консоли. Отклонение от параллельности определяют как наибольшую величину алгебраической разности показаний индикатора на длине хода. Длина перемещения, мм: св. 160 до 250 св. 250 до 400 |
20 25 |
|
|
|
Наклон стола в сторону от стойки не допускается | |||
|
5 |
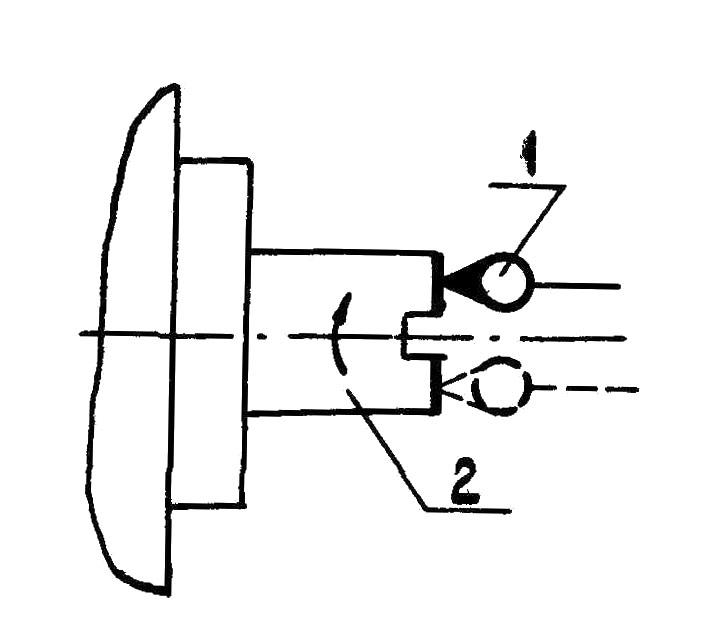
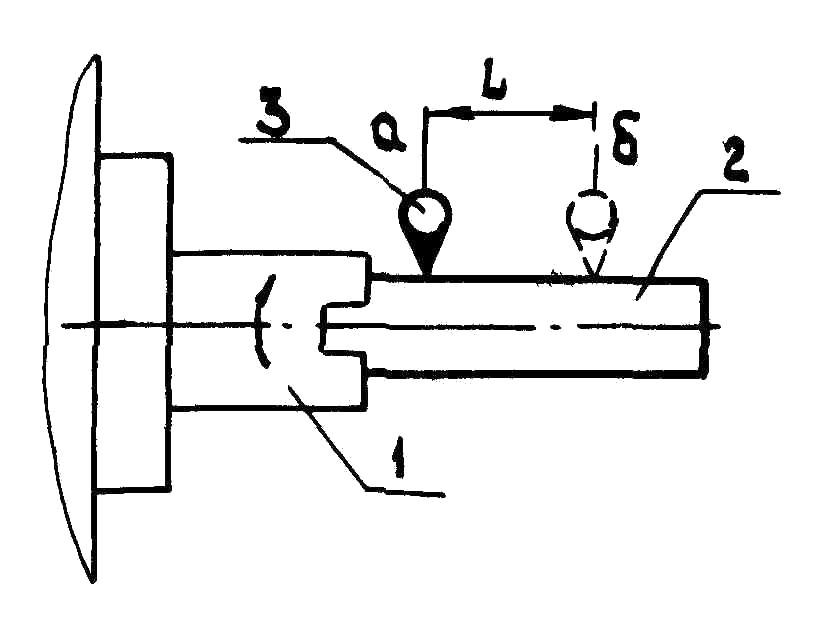
Осевое биение горизонтального или вертикального шпинделя
|
В коническое отверстие шпинделя 1 плотно вставляют контрольную оправку 2 с центровым отверстием под шарик 4. На неподвижной части станка укрепляют индикатор 3 так, чтобы его измерительный наконечник касался поверхности шарика, вставленного в центровое отверстие оправки. Шпиндель приводят во вращение. Биение определяют как наибольшую величину алгебраической разности показании индикатора |
10 |
|


Продолжение табл.14
|
6 |
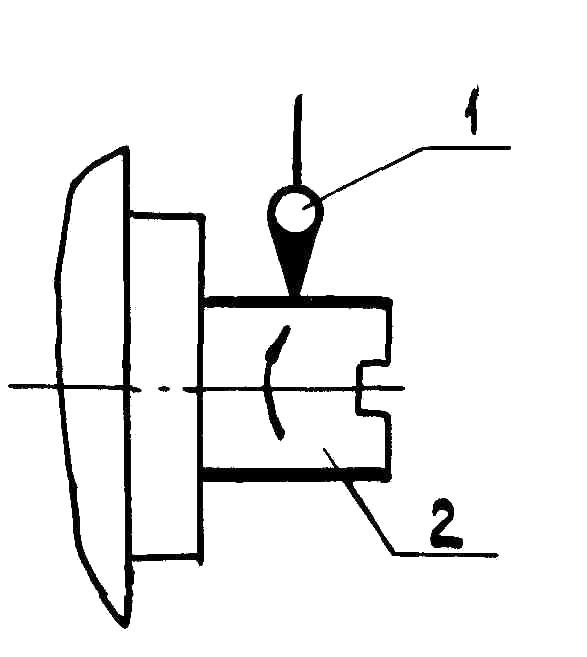
Торцовое биение опорного торца шпинделя: а) горизонтального или вертикального б) поворотной головки
|
На неподвижной части станка укрепляют индикатор 1 так, чтобы его измерительный наконечник касался торцовой поверхности шпинделя 2 у ее периферии и был направлен перпендикулярно ей. Шпиндель приводят во вращение. Биение определяют как наибольшую величину алгебраической разности показаний индикатора в каждом его положении |
20 |
|
|
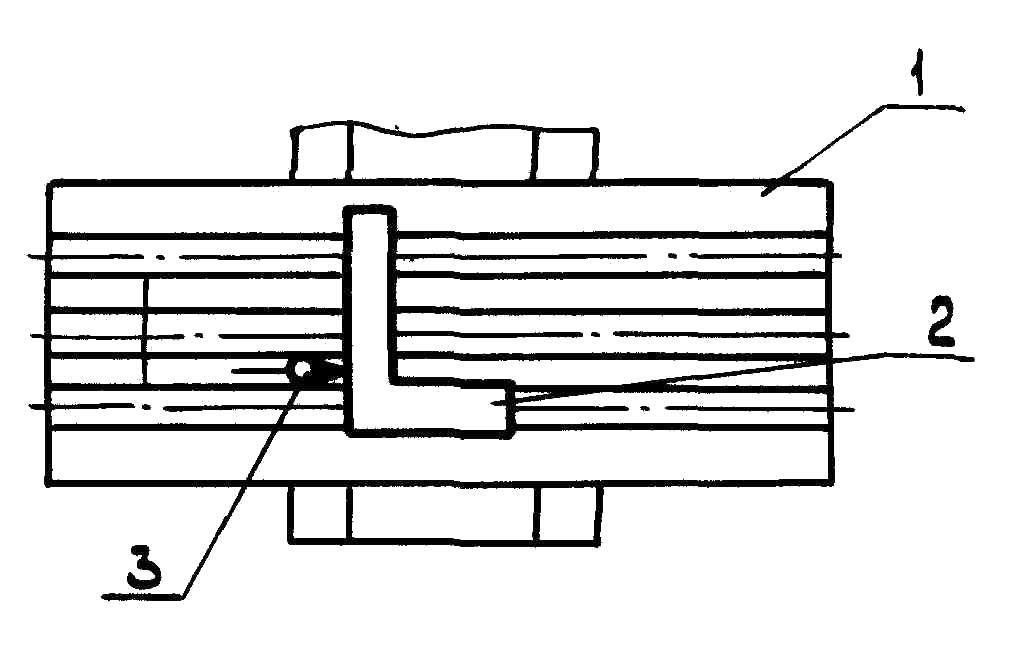
7 |
Радиальное биение конического отверстия шпинделя: 1. Горизонтального или вертикального: а) у торца шпинделя б) на расстоянии 300 мм |
В коническое отверстие шпинделя 1 плотно вставляют контрольную оправку 2 с цилиндрической рабочей поверхностью. На неподвижной части станка укрепляют индикатор 3 так, чтобы его измерительный наконечник касался цилиндрической поверхности оправки и был направлен к ее оси перпендикулярно образующей. Шпиндель приводят во вращение. Биение определяют как наибольшую величину алгебраической разности показаний индикатора в каждом положении |
10
|
|
|
8 |
Радиальное биение центрирующей шейки горизонтального или вертикального шпинделя |
На неподвижной части станка укрепляют индикатор 1так, чтобы его измерительный наконечник касался проверяемой поверхности шпинделя2и был направлен к его оси перпендикулярно образующей. Шпиндель приводят во вращение. Измерение производят в сечении, в котором окружность не прерывается пазами. Биение определяют как наибольшую величину алгебраической разности показаний индикатора в каждом положении |
10 |
|
Продолжение табл.14
|
1 |
2 |
3 |
4 |
5 |
|
9 |
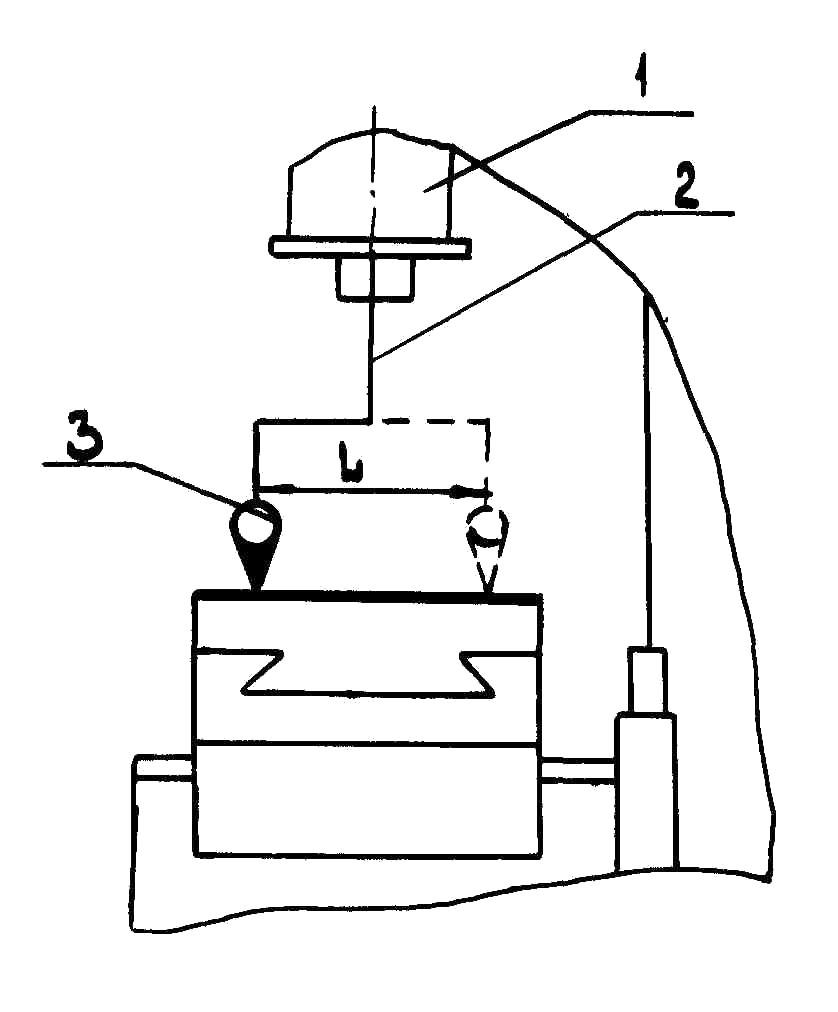
Перпендикулярность оси вращения вертикального шпинделя рабочей поверхности стола в продольном и поперечном направлениях |
Стол устанавливают в продольном направлении в среднее положение. На вертикальном шпинделе 1 укрепляют коленчатую оправку 2 с индикатором 3 так, чтобы его измерительный наконечник касался рабочей поверхности стола. Поворотную головку фиксируют в нулевом положении. Шпиндель поворачивают на 180. Перед измерением пиноль, консоль и стол закрепляют. Изменение производят в верхнем и нижнем положениях шпинделя (при перемещении гильзы) при соответствующем перемещении стола. Отклонение от перпендикулярности определяют как величину алгебраической разности показаний индикатора в каждом положении шпинделя по высоте в двух направлениях |
25 |
|
|
На длине L = 300 мм отклонение стола в сторону от стойки не допускается | ||||
|
|
| |||
|
10 |
Перпендикулярность направления вертикального перемещения консоли рабочей поверхности стола в продольном и поперечном его направлениях |
Стол 1 устанавливают в среднее положение. Салазки закрепляют. На рабочую поверхность стола устанавливают поверочный угольник 2. На неподвижной части станка укрепляют индикатор 3 так, чтобы его измерительный наконечник касался измерительной поверхности угольника. Консоль перемещают по направляющим станины на длину хода и перед измерением закрепляют. Отклонение от перпендикулярности определяют как величину алгебраической разности показаний индикатора в нижнем и верхнем положении консоли |
25 |
|
|
Наклон стола в сторону от стойки не допускается | ||||
|
|
| |||

Окончание табл.14
|
1 |
2 |
3 |
4 |
5 |
|
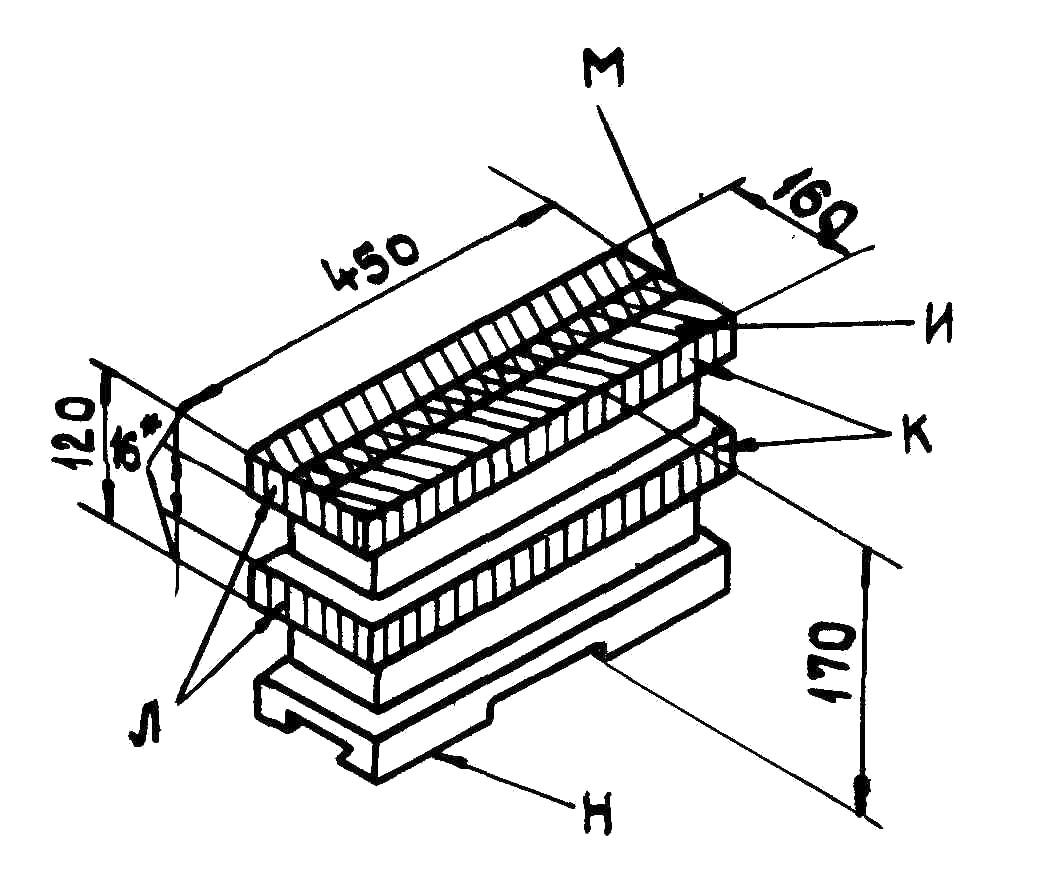
11 |
1. Плоскостность поверхности К, обработанной на станке с вертикальным шпинделем 2. Параллельность вер-хней обработанной поверхности И основанию Н 3. Перпендикулярность поверхностей: К к И; Л к И; К к Л |
Проверку обработанных поверхностей образца производят поверочной линейкой, плоскопараллельными концевыми мерами длины и индикатором. Проверку обработанных поверхностей образца производят индикатором.
Проверку обработанных поверхностей образца производят при помощи поверочного угольника, плоскопараллельных концевых мер длины или индикатора. Длина измерения, мм: св. 100 до 160 св. 250 |
30
30
20 30 |
|