

2.1.4. Описание конструкции узлов станка
1. Коробка скоростей акс 309-16-51
В коробке скоростей (рис. 26) включение передач осуществляется посредством электромагнитных муфт 1, 2, 3 и 4. Необходимая скорость выходного вала 8 коробки скоростей может быть установлена в наладочном режиме пакетным переключателем, находящимся на панели управления электрошкафа, в автоматическом режиме – от команды, записанной на перфоленте. От первого вала 5 коробки скоростей получает вращение насос 6 системы смазки.

Рис. 26. Коробка скоростей
2. Шпиндельная бабка
Шпиндельная бабка (рис. 27 и рис. 28) получает движение от коробки скоростей через клиноременную передачу. Входной шкив вращается на двух радиально-упорных подшипниках 1, зазор в которых выбирается пружиной 2.
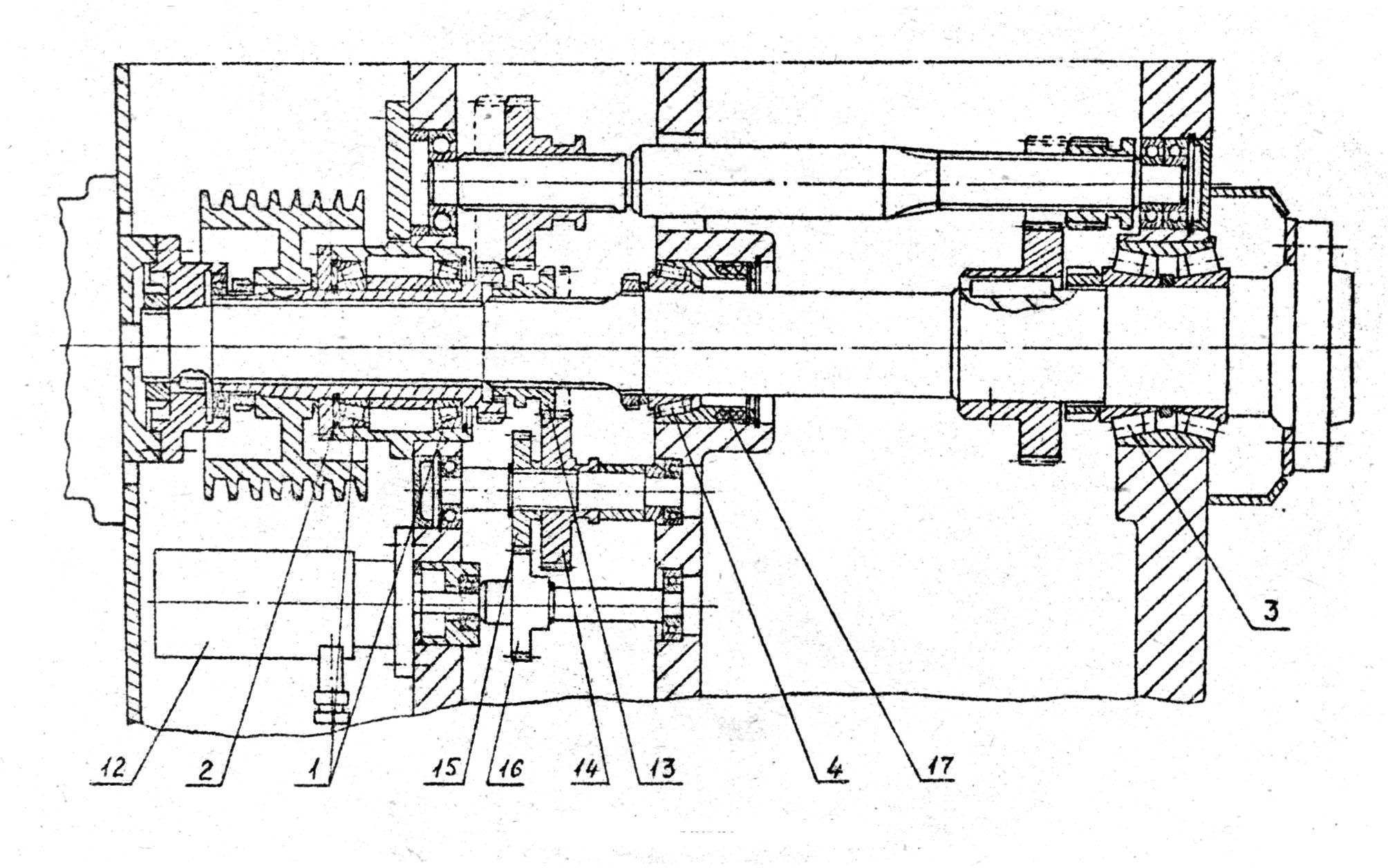
Рис. 27. Шпиндельная бабка
Шпиндель станка вращается на двух конических роликоподшипниках 3 и 4. Пружины 17 обеспечивают выборку зазора в заднем подшипнике.
Шпиндельная бабка обеспечивает подключение шпинделя к входному шкиву напрямую с помощью зубчатой муфты 13 или через перебор. Переключение зубчатых передач осуществляется от вала 5, имеющего квадрат под накидную рукоятку и систему кулачков 6 и 7 и рычагов 8, 9 и др. Для блокировки включения автоматического цикла при невключенных передачах служат кулачок 10 и конечный выключатель 11.
На левом торце шпиндельной бабки под кожухом расположен фотоэлектрический датчик угловых перемещений 12. Он обеспечивает при резьбонарезании связь вращения шпинделя с подачей суппорта. Привод датчика осуществляется от шпинделя через цилиндрические зубчатые передачи 13/14 и 15/16.

Рис. 28. Шпиндельная бабка (свертка)
3. Приводы продольных и поперечных передач
Привод продольных подач (рис. 29) обеспечивает передачу движения от электрогидравлического привода посредством цилиндрической передачи на ходовой винт 16 пары качения. Зазор в цилиндрической передаче 1/2 выбирается за счет сближения осей шестерни 2 и колеса 1 пригонкой прокладки 4. Привод монтируется в корпусе, установленном на левом торце станины. В корпусе вмонтирована правая опора ходового винта, состоящая из двух упорных шарикоподшипников 5 и 6 и одного радиального игольчатого подшипника 14. К торцу винта крепится флажок 12, а к плите 15 бесконтактный конечный выключатель 10, служащий датчиком «нулевой» точки. На правый торец станины выведен квадрат для ручного перемещения каретки.
Kapетка имеет направляющую типа «ласточкин хвост» для перемещения по станине в продольном направления и направляющие типа «ласточкин хвост» для поперечного перемещения салазок. На задней планке каретки крепятся направляющие с кулачками для настройки «нулевой» точки.
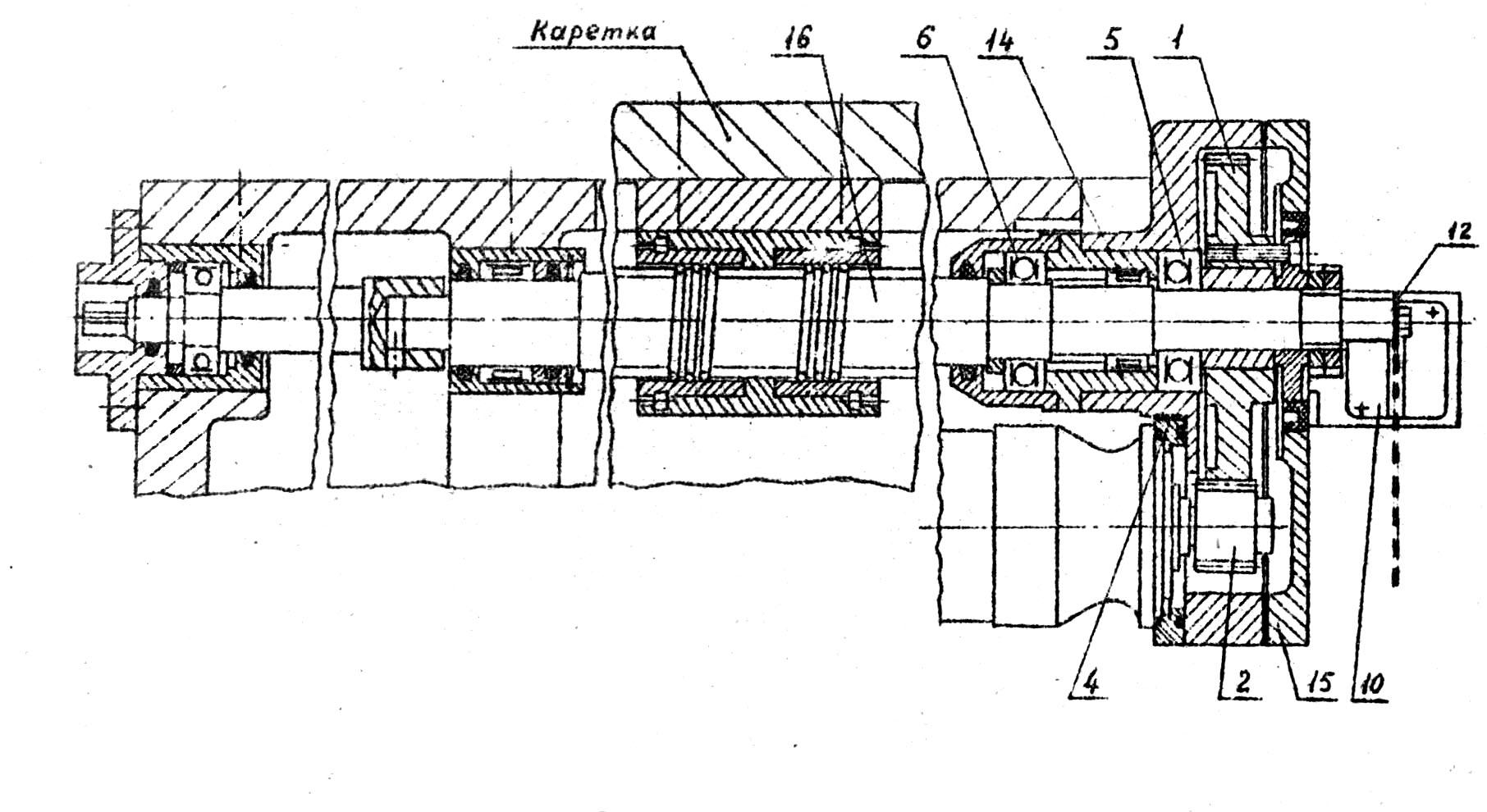
Рис. 29. Привод продольных подач
Привод поперечных подач (рис. 30) обеспечивает передачу движения от электрогидравлического привода посредством червячной передачи на ходовой винт пары качения. Зазор в червячной передаче выбирается относительным смещением двух половинок разрезного червячного колеса.
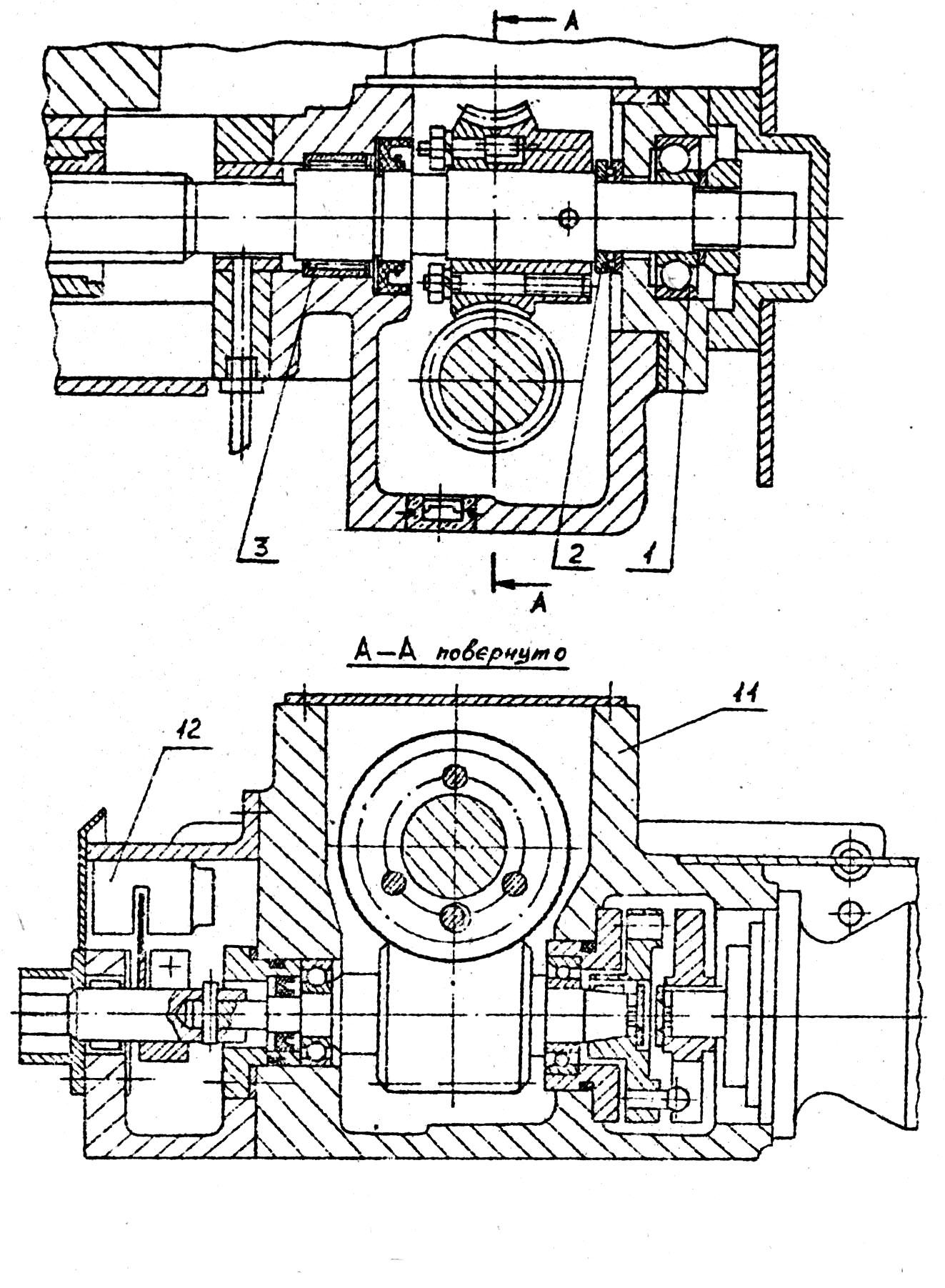
Рис. 30. Привод поперечных подач
В корпусе редуктора 11 расположены опоры ходового винта, состоящие из радиально-упорного шарикоподшипника 1, упорного шарикоподшипника 2 и радиального игольчатого подшипника 3. На конце вала червяка имеется квадрат для ручного перемещения салазок, на котором в свою очередь закреплен хомут с флажком. К корпусу редуктора крепится кронштейн с бесконтактным конечным выключателем 12, служащим датчиком «нулевой» точки.
Каждая винтовая пара качения состоит из винта, двух полугаек, имеющих зубчатые венцы с разностью в один зуб, и корпуса, в котором смонтированы полугайки, также имеющие два зубчатых венца с разностью в один зуб, что обеспечивает тонкую регулировку натяга при повороте полугаек. Между винтом и полугайками находятся шарики (по три витка в каждой полугайке).