

Литейные сплавы, их плавка и получение отливок.
Важнейшими литейными свойствами сплавов являются температура плавления, жидкотекучесть, малая усадка, незначительная ликвация.
Чугунное литье. Основную массу чугунного литья производят из серого и высокопрочного чугунов. Кроме того, отливки получают из белого чугуна с последующим отжигом на ковкий чугун. Литье из чугуна — основная продукция литейных цехов. Чугун имеет относительно невысокую температуру плавления (1100—1200 °С), хорошую жидкотекучесть, малую усадку (около I %) однородную структуру в отливках. Для плавки чугуна применяют вагранки и электропечи.
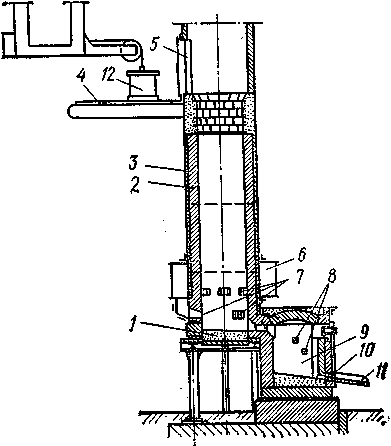
шихты производится через окно 5 с колошниковой площадки 4. Окислительное дутье поступает через стальную коробку 6, опоясывающую вагранку, и через фурмы 7. В качестве топлива используют кокс, природный газ или их смесь, для повышения производительности и экономии кокса в вагранку подают воздух, обогащенный (до 20 %) кислородом и подогретый до температуры 500—600 °С. Часть вагранки от верхнего ряда фурм до колошниковой площадки называют шахтой; выше шахты находится дымовая труба с искрогасителем. Нижнюю часть от лещади 1 до фурм называют горном. Лещадь наклонена в сторону копильника 9, в котором накапливается расплавленный чугун и выравнивается его состав. Расплавленный чугун выдается через летку 10 и желоб 11, шлак — через одну или две летки 8. Иногда вагранки строят без копильника, тогда чугун и шлак выпускают через летки из горна.
Шихту загружают бадьей 12 с опускающимся конусным или откидным дном. Шихту составляют из чушкового чугуна — литейного или передельного ПЛ1 и ПЛ2, возврата собственного производства, стального лома, ферросплавов, литейного кокса и флюсов (известняк, плавиковый шпат, бокситы). При плавке в вагранке выгорают кремний (10—15 %), марганец (17—22 %), железо (0,4—1,5 %). Массовое содержание фосфора остается без изменения, углерод несколько выгорает, но его потеря уравновешивается науглероживанием от топлива. Образующиеся оксиды вместе с золой, примесями попавшей формовочной смеси, изношенной футеровки вагранки шлакуются флюсами.
Для отливок высокопрочных, легированных, а также ковких чугунов применяют дуплекс-процессы: плавку в вагранке, а затем доводку по составу в дуговой или индукционной электропечи; это дает возможность перегреть чугун и выдать его точно заданного состава.
Стальное литьё. Литейные свойства стали хуже, чем у чугуна: она не столь жидкотекуча, имеет усадку больше 2 %, поэтому усадочные раковины могут быть значительных размеров, сталь тугоплавка (температура плавления 1400—1540 °С). Чтобы избежать брака по усадочным раковинам, в формах кроме выпоров предусматривают прибыли, достаточные для питания жидкой сталью затвердевающей отливки.
Однако высокие прочность и вязкость стальных отливок определяют их преимущества перед другими видами литья, поэтому стальные отливки применяют для нагруженных деталей в ряде отраслей машиностроения.
На литье идут доэвтектоидные углеродистые стали с массовым содержанием С 0,1—0,6 % и легированные стали с марганцем, кремнием, никелем, хромом, медью, ванадием, вольфрамом, молибденом, титаном. Сталь для литья выплавляют в кислородных конвертерах, мартеновских, двухванных печах или электропечах.
Литье из сплавов цветных металлов. Сплавы цветных металлов для литья выплавляются в электрических однофазных дуговых печах барабанного типа, индукционных печах, печах сопротивления и в пламенных газовых печах.
Заливка форм, выбивка и очистка литья. Металл по формам разливают из стопорных, шиберных, а также поворотных (барабанных, чайниковых) ковшей. На конвейерах мелких литейных форм устанавливают промежуточные индукционные печи для непосредственной заливки из них металла в формы.
Охлажденные отливки выбивают из формы с помощью встряхивающих решеток, вибраторов и других машин; стержни выбивают на пневматических машинах или в гидрокамерах струей воды под давлением 3—10 МПа. Прибыли, литники и выпоры от стальных заготовок отделяют газовой резкой, а от чугунных заготовок и заготовок из цветного литья — пилами, рубильными молотами. В последние годы все более широкое применение получает плазменная поверхностная обработка отливок, при которой не только отделяют литниковую систему, но также удаляют заливы, обрабатывают раковины и трещины под последующую заварку. Малогабаритные плазмотроны (массой до 600 г), опирающиеся на поверхность отливки, определяют облегчение труда рабочего.
От остатков формовочных смесей отливки очищают обкатыванием их в барабанах или пескоструйными, дробеструйными и дробеметными аппаратами. Применяют также пескогидравлическую очистку, при которой струю воды с песком под давлением до 7 МПа направляют на отливку. Для зачистки заусенцев служат обдирочно-шлифовальные станки с крупнозернистыми абразивными кругами.