4) Токарные станки, виды обработки, инструменты, приспособления.
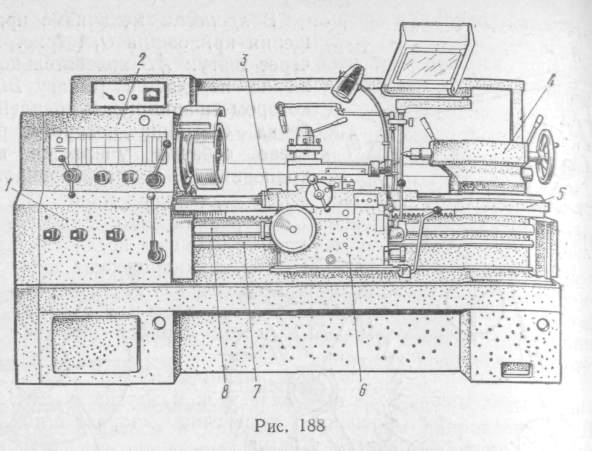
В группу токарных станков входят токарно-винторезные, токарно-револьверные, многорезцовые токарные, карусельно-токарные, лобовые, токарные автоматы и полуавтоматы, сверлильно-отрезные (при вращающейся заготовки) и специальные токарные станки.
Основными инструментами для токарных станков являются: резцы различных типов, сверла, зенкеры, зенковки, развертки, плашки.
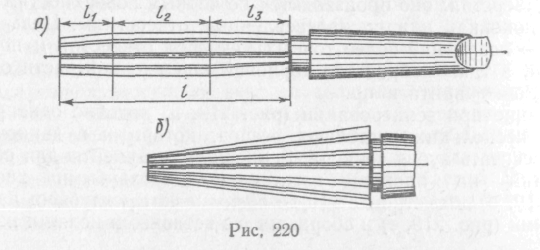
Основные виды работ на токарных станках: обтачивание (цилиндрических и конических поверхностей), обтачивание и подрезание торцевых поверхностей, расточка цилиндрических и конических отверстий, нарезание резьбы.
В качестве приспособлений на токарных станках служат: центры, самоцентрирующие патроны (3х - 4х кулачковые), планшайбы, люнеты.
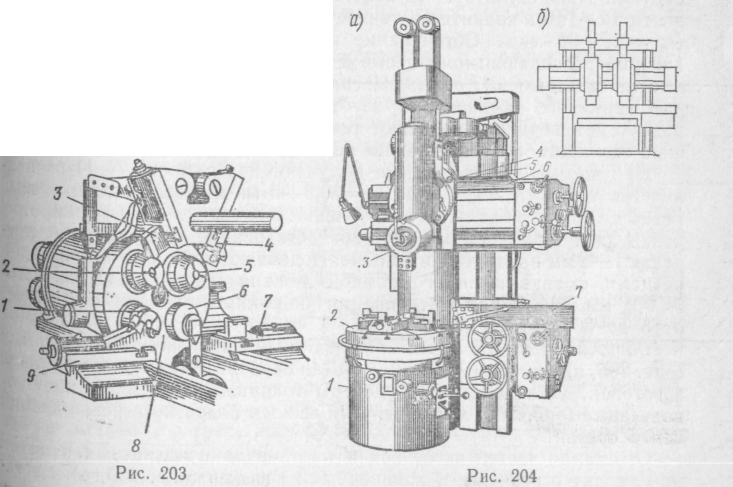
Карусельно-токарные станок Фрезерные станки и работы, выполняемые на них.
Фрезерные станки разделяются на консольные, продольные, портальные, карусельно-фрезерные, барабанно-фрезерные, копировальные и специальные.
Консольные станки предназначены для обработке небольших по высоте и нетяжелых заготовок, что определяется размерами столов (до 500•2000 мм) и наибольшим расстоянием (до 500 мм) от стола до торца шпинделя (у вертикальных) или до его оси (у горизонтальных).
Фрезерование, фрезы и вспомогательные инструменты.
Фрезерование является одним из высокопроизводительных и распространенных способов обработки резанием, его применяют для получения плоских или профильных (фасонных), гладких, рифленых, поверхностей деталей, получения пазов, различных канавок.
Фрезы в зависимости от положения режущей кромки относительно оси бывают с прямым и винтовым зубом; по форме задней поверхности зуба фрезы бывают затылованные и незатылованные (остроконечные).
По назначению фрезы подразделяют на следующие:
а) для обработки плоскостей - цилиндрические и торцовые;
б) для выемки пазов и шлицев - дисковые, пазовые, концевые, одноугловые, двуугловые, Т-образные;
в) для получения фасонных поверхностей - фасонные, модульные, червячные;
г) для резки металлов - отрезные (пилы круглые).
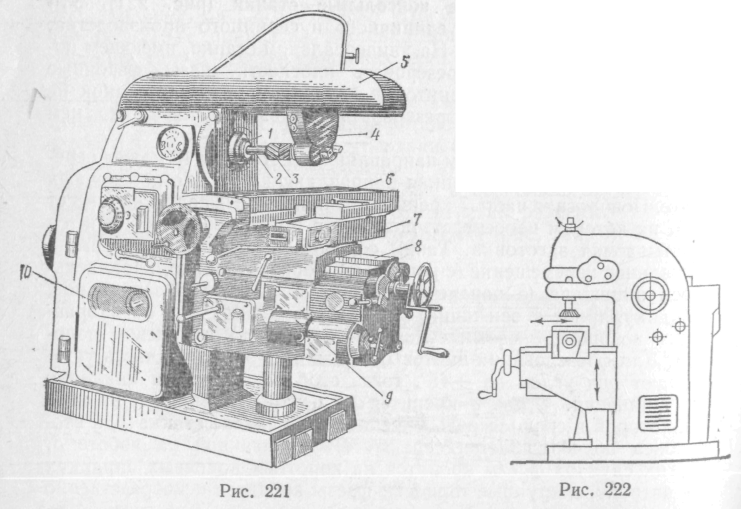
Фрезерный консольный станок
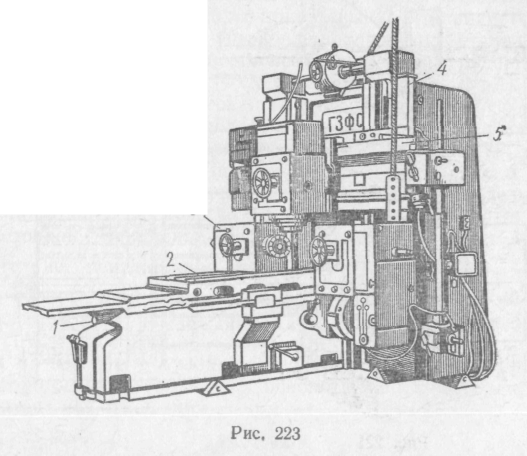
Продольно фрезерный станок
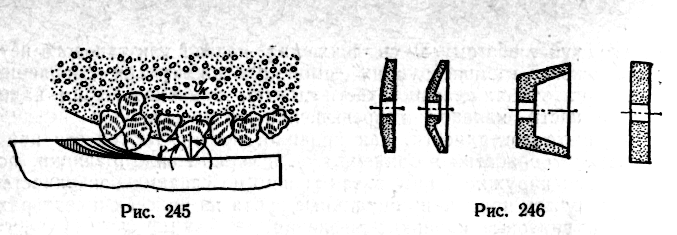
Шлифование.
Процесс обработки абразивными материалами называют шлифованием. Абразивные материалы (зерна высокой твердости с острыми кромками) могут быть в свободном виде (порошки) или в связанном (цементированном) в форме кругов, брусков, сегментов.
В большинстве случаев шлифование является отделочной операцией, обеспечивающей высокую точность (до 0,002 мм) и необходимый класс шероховатости поверхности, и применяется для обработки наружных и внутренних цилиндрических и конических, плоских и криволинейных поверхностей всех металлов и сплавов.
Шлифование применяют также для обдирочных работ, для заточки режущих инструментов. Наибольшее число шлифовальных работ выполняется с использованием быстро вращающегося абразивного круга.
По ГОСТу в зависимости от размеров зерен абразивов их делят на шлифзерна - зернистость от № 200 до № 16, шлифпорошки - от № 12 до № 3 (номер указывает средний размер зерна в сотых долях миллиметра) и микропорошки — от М40 до М5 (номер определяет размер зерна в мкм). Выбор зернистости зависит от требуемой шероховатости: для обдирочной обработки применяют крупнозернистые абразивы, для чистовой и отделочной - мелкозернистые.
Связка обеспечивает получение компактных абразивных инструментов нужной формы и размеров и определяет их прочность и твердость. Применяют связки неорганические и органические. Наиболее распространена неорганическая связка - керамическая К, составляемая из огнеупорной глины, жидкого стекла и других компонентов. Органические связки — вулканитовая В и бакелитовая Б имеют большую прочность и упругость и применяются для изготовления тонких (отрезных) кругов, для инструментов, используемых при доводочных операциях; круги на вулканитовой связке кроме того используют в качестве ведущих при бесцентровом шлифовании.
В группу шлифовальных стоиков входят станки для круглого, шлифования (центровые круглошлифовальные, бесцентрово-шлифовальные, внутришлифовальные), станки для плоского шлифования, притирочные и полировальные, заточные, обдирочные шлифовальные, а также специализированные и специальные.