

Обработка металлов резанием.
1) Металлообрабатывающие станки и инструменты.
Для обеспечения установленной чертежом точности размеров и шероховатости поверхности большинство деталей машин и механизмов обрабатывает на станках снятием стружки. Обрабатываемые поверхности могут быть плоскими, цилиндрическими, коническими, фасонными или сложной криволинейной формы. Движение исполнительных органов станков делят на рабочие и вспомогательные. Рабочими называют движения, при которых снимается стружка; вспомогательными – движения, при которых с заготовки стружка не снимается. Рабочее движение можно разделить на главное движение и движение подачи. Главным движением называется движение, скорость которого является наибольшей.
При точении заготовки сообщается вращательное главное движение, а инструментом (резцом) – движение подачи
При фрезеровании главное движение сообщается инструменту (фрезе), а движение подачи – заготовки.
При сверлении, как главное движение, так и движение подачи обычно сообщается инструменту, однако в специальных станках это может не соблюдаться.
При строгании на поперечно-строгальных станках и обработке заготовок на долбежных станках главное движение сообщается инструменту (резцу), а движение подачи – заготовки или резцу.
При строгании на продольно-строгальных станках главное движение сообщается заготовке, а движение подачи – инструменту (резцу).
При протягивании главное движение (прямолинейное) сообщается инструменту (протяжке).
При круглом и плоском шлифовании главное движение всегда вращательное (шлифовальный круг).
2) Элементы резания.
Основными элементами резания являются:
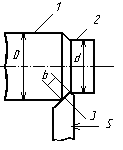
1) t – глубина резания между обрабатываемой и обработанной поверхности, мм.
t = (D-d)/2
2) подача s– перемещение резца за один оборот заготовки, мм/об
3) ширена срезанного слоя b – расстояние между обработанной и обрабатываемой поверхностью измеренная по поверхности резания, мм.
Поверхность заготовки, с которой снимается стружка, называется обрабатываемой (1); поверхность, образуемая режущей кромкой инструмента в процессе резания, называется поверхностью резания (3). Поверхность, образующаяся после снятия стружки, называется обработанной (2).
3) Геометрия резца.
Резец – наиболее распространенный инструмент, применяемый при обработке материалов.
Резцы различают по виду обработки и оборудования (токарные, расточные, строгальные, долбежные, специальные); по выполняемой работе (проходные, подрезные, отрезные, расточные, резьбовые, фасонные, а также черновые, чистовые и для алмазного точения); по направлению подачи (радиальные и тангенциальные, а также правые и левые); по роду инструментального материала (из низко и среднелегированной стали, быстрорежущие, твердосплавные, алмазные, минералокерамические); в зависимости от формы сечения стержня (прямоугольные, квадратные, круглые); по форме головки (прямые, отогнутые, изогнутые, оттянутые); по способу изготовления (цельные, с припаянной или закрепленной механически пластинкой, с приваренной головкой).
1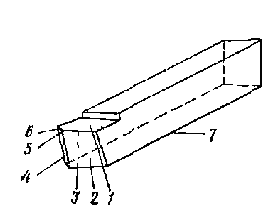 – передняя поверхность
– передняя поверхность
2 – главная задняя поверхность
3 – главная режущая кромка
4 – вспомогательная задняя поверхность
5 – вершина резца
6 – вспомогательная режущая кромка
7 – подошва резца.
При обработке мягких, углеродистых сталей, меди образуется сливная стружка; при обработке твердых сталей образуется стружка скалывания; при обработке чугунов и других хрупких металлов образуется стружка недолома.