Литье в многократные формы.
Литье в кокиль. Кокиль изготовляют из чугуна или стали. При литье из легких сплавов применяют стальные и чугунные стержни, а в случае литья из стали, чугуна и медных сплавов — песчаные стержни. При относительно легкоплавких сплавах цветных металлов кокиль выдерживает десятки тысяч заливок. Стойкость кокиля при литье стали и чугуна колеблется в пределах от 100 до 5000 заливок в зависимости от размера отливок, поэтому литье в кокиль для крупных стальных отливок выгодно лишь в случав простых форм, когда стоимость изготовления кокиля невелика. Применительно к сплавам цветных металлов и чугуну этот способ выгоден, так как кроме точных размеров отливок достигается улучшение структуры и механических свойств литья. Для литья сложных деталей применяют кокиль из нескольких частей с разъемами.
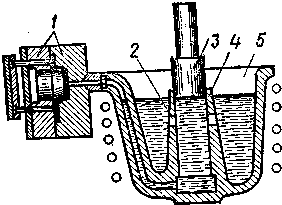
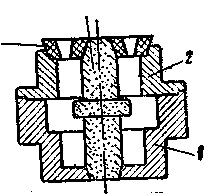
На рис. 123 приведена форма, подготовленная к заливке. Она состоит из разъемного кокиля 1, 2, стержня 3 и крышки 4 с отверстиями для заливки. Для предотвращения отбела чугуна и разгара кокиля на его поверхность наносят тонкую песчано-смоляную облицовку или краску.
В сравнении с литьем в песчано-глинистые разовые формы при литье в кокиль в ц десятки раз сокращается расход формовочных материалов, в 2 раза трудоемкость на выбивку и очистку литья при значительном уменьшении припусков на механическую обработку. Литье в кокиль широко применяют во всех отраслях машиностроения.
Центробежное литье. При центробежном литье металл заливают в форму, вращающуюся вокруг горизонтальной или вертикальной оси, в результате жидкий металл оттесняется центробежной силой к стенкам формы. При этом структура металла получается уплотненной, так как газы и неметаллические включения вытесняются к поверхности, находящейся ближе к центру вращения. Формы вращают до полного затвердевания металла, после чего вынимают готовую отливку.
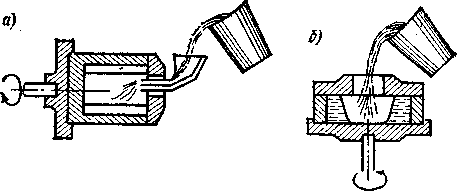
На рис. 124, а приведена схема машины с горизонтальной осью вращения для получения отливок в виде труб, а на рис. 124, б — схема машины с вертикальной осью вращения для отлизок в виде колец. При центробежном способе литья нет литниковой системы, что снижает расход металла.
Литье под давлением. При литье под давлением сплав поршнем машины запрессовывается в разъемную стальную форму, называемую пресс-формой. Литье под давлением применяют главным образом для алюминиевых, магниевых и цинковых сплавов, реже для медных сплавов. Детали выходят точными (11—13 квалитеты) и с малой степенью шероховатости. Масса отливок от нескольких граммов до десятков килограммов. Давление поршня при прессовании до 200 МПа. Механическая обработка отливок незначительная или вообще не нужна. Стоимость пресс-формы высокая, поэтому литье под давлением применяют в массовом производстве, когда в одной форме получают тысячи отливок. Производительность машин очень высокая — до 3000 отливок в час при работе в автоматическом режиме. Машины для литья под давлением имеют холодную или горячую камеру прессования. Машины с холодной камерой прессования применяют для литья алюминиевых, магниевых и медных сплавов; при этом в камеру заливается дозированное количество металла из отдельной печи, после чего производится прессование.
На 125, а приведена рабочая зона машины с холодной камерой прессования 1. При движении вниз плунжер 2 давит на залитую порцию металла 3 и на пяту 4, которая перемещается вниз, открывает
отверстие литника 5, и металл заполняет пресс-форму. Неподвижная 9 (рис. 125, б) и подвижная 11 части пресс-формы составляют полость, соответствующую отливке. Стержень 10 нужен для образования отверстия. Металл поступает в форму через мундштук 8. Затвердевание отливки длится несколько секунд, после чего форма разнимается и готовая отливка б выталкивается из формы толкателем 7.

Машины с горячей камерой прессования применяют для литья из цинковых сплавов. Камера 4 и тигель 5 (рис. 126) составляют одну чугунную отливку, которая находится в печи; сплав поддерживают в жидком состоянии. При поднятом плунжере 3 (как на схеме) сплав через отверстие 2 из тигля переливается в камеру. При движении вниз плунжер перекрывает отверстия и сплав заполняет пресс-форму 1, где и затвердевает. Затем плунжер поднимается и металл из канала сливается в камеру, а пресс-форма раскрывается и отливка выталкивается из нее.