

Получение стали в электропечах.
а) Дуговых: Ток, нагревающий ванну, в этих печах, проходит по цепи электрод - дуга -шлак - металл - шлак - дуга - электрод. Вместимость таких печей достигает 400 тонн. Печь состоит из металлического кожуха цилиндрической формы и сферического дна. Дуговые печи могут быть: кислыми и основными.
б) Индукционные: они состоят из индуктора в виде катушки (из медной трубки, охлаждаемой водой), которая служит первичной обмоткой, окружающей огнеупорный тигель, куда загружают плавящийся металл. Магнитные силовые линии, создаваемые катушкой, проходят через металл, находящийся в тигле, вызывают в нем вихревые токи, которые нагревают и плавят его. Вместимость печи 15 тонн.
Разливка сталей. Получение слитков. Раскисление, рафинирование.
Жидкую сталь из печи выпускают в большие разливочные ковши, в дне которых имеются отверстие, закрывающееся с верху стопором через систему рычагов, выведенных за стенку ковша.
вредные примеси. Затем ковш направляют на разливку либо в изложницы, либо на установку для непрерывной разливки.
Слитки для сортового проката имеют квадратное или круглое сечение. Слитки для проката на лист - плоские. Наиболее часто слитки отливают массой 1-20 тонн, а иногда 100 тонн и более. Затвердевание стали в изложнице начинается от холодных стенок и дна, а затем распространяются во внутрь слитка. При этом объём жидкой стали уменьшается.
При плавке стали шлак раскисляется, что приводит к диффузионному раскислению металла. Какой метод раскисления предотвращает загрязнение металла неметаллическими включениями, выделяющимися при раскислении.
Рафинирование — очищение сталей от вредных примесей и газов. Широко применяется печное рафинирование (в ковшах).
а) вакуумирование - при помощи вакуумных камер.
Металл порциями вакуум - камер отсасывается из ковша. В этот момент происходит улетучивание O2, N2, Н2.
б) синтетическими шлаками.
Пред выпивкой металла в ковш в нем наводят синтетические шлаки (в основном известняково-глиноземистые). Металл интенсивно перемешивается, удаляются газы, не металлические включения в качестве шлаков всплывают на поверхность.
в) при помощи продувки аргоном.
В днище ковша вставлен огнеупорный блок, по которому подают аргон. Металл интенсивно перемешивается. Осуществляется удаление газов.
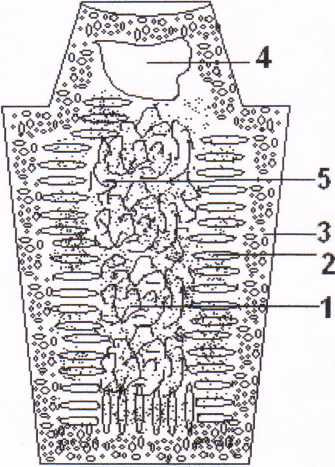
Строение слитка спокойной стали (продольное и поперечное сечения)
1. зона крупных равноосных кристаллов
2. зона столбчатых кристаллов.
3. корковая зона мелких кристаллов.
4. усадочная раковина.
5. усадочная рыхлость.

Литейное производство
1. Литейные сплавы.
2. Ручная и машинная формовка в опоках
3. Литье в металлические формы
4. Автоматизация процесса.
Литейное производство- это процесс получения отливок, путем заполнения жидким
металлом заранее приготовленные формы.
70 % составляет чугунное литье
20-22% стальное; 8%-цветные металлы и сплавы , ковкий чугун.
Литейные отливки могут быть законченной продукцией (рычаги) или заготовками для
последующей механической обработки.
Сплавы должны обладать хорошими литейными свойствами:
1) жидкотекучесть - хорошо заполнять литейную форму;
2) усадка - уменьшение в объеме (чугун обладает малой усадкой - 1%);
3) ликвидация - неоднородность химического состава сплава (по плотности, денд ратная);
4) пористость - поглощение газов.
На машиностроительных предприятиях, в литейных цехах для расплавления и перегрева чугуна применяют вагранки, для плавки стали и чугуна дуговые электроперчатки.