

Заготовка

Механическая обработка (черновая…..чистовая)

Закалка поверхностная с низким отпуском

Восстановление баз (притирка, шлифование центровых отверстий)

Отделочная обработка(шлифование)
Рис. 5.7. Маршрут изготовления штока (вариант 1)
В ариант
2. Сохранение метода химико-термической
обработки (цементация) целесообразно
при использовании малоуглеродистых
сталей (например - Сталь 20). Целесообразность
такого решения подтверждается характером
нагрузки штока гидроцилиндра
знакопеременные нагрузки растяжения
и сжатия при отсутствии изгиба. Маршрут
процесса показан на рис.5.4. (см. выше).
ариант
2. Сохранение метода химико-термической
обработки (цементация) целесообразно
при использовании малоуглеродистых
сталей (например - Сталь 20). Целесообразность
такого решения подтверждается характером
нагрузки штока гидроцилиндра
знакопеременные нагрузки растяжения
и сжатия при отсутствии изгиба. Маршрут
процесса показан на рис.5.4. (см. выше).
Пример 2. На рис.5.8. изображён фрагмент чертежа детали « вал-шестерня».
Материал – сталь 50 по ГОСТ 1055-88. Технические требования устанавливают твёрдость материала 20…24 HRCэ.

Рис. 5.8. Эскиз детали вал-шестерня
Повышение твёрдости материала до 10 % может быть обеспечено термической обработкой – нормализацией в состоянии«заготовка». Применение, для зубчатого венца, поверхностной закалки с низким отпуском (см. схему рис.5.1) позволит повысить износостойкость исполнительной поверхности.
Пример 3. В технических требованиях на полумуфту (см. рис.5.9.) указана необходимость проведения искусственного старения.
Решение задачи, для указанной детали (с учётом метода получения заготовки) не имеет смысла. Метод термообработки не обоснован.
Пример 4. На рис.5.10. показан фрагмент чертежа втулки. Материал изделия – Сталь 40Х. Твёрдость по всему объёму изделия после изготовления – 45…50HRCэ.
Вариант маршрута обработки показан на рис.5.11.
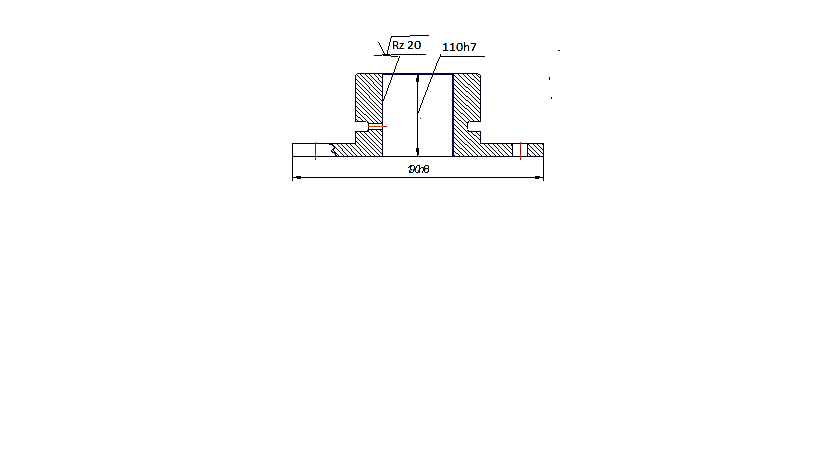


1
 90h6
90h6
Рис.5.9. Эскиз полумуфты (материал СЧ-20 ГОСТ 1412-85, заготовка - отливка)






 27h14
Ra
1,6
27h14
Ra
1,6
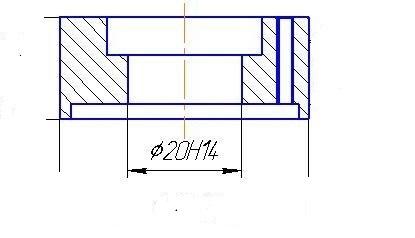







 60h7
60h7
Рис.5.10. Эскиз втулки
Заготовка

Механическая обработка(черновая)
Изготовление отверстий

З акалка
(объёмная) + низкий отпуск
акалка
(объёмная) + низкий отпуск
Восстановление баз (внутреннее отверстие)

Механическая обработка (чистовая по наружной поверхности)

Отделочная обработка(шлифование наружной цилиндрической поверхности)
Рис.5.11. Маршрут обработки втулки
Примеры 1…4 позволяют сделать следующие выводы:
- перед формированием маршрута обработки необходим анализ обоснованности рекомендаций рабочего чертежа;
- рассматриваемая задача, в большинстве случаев, имеет несколько вариантов решения;
- варианты маршрута необходимо обязательно согласовывать со специалистом термического производства (исполнителем работ).
Контрольные вопросы
1. Какие задачи решает закалка среднеуглеродистых сталей?
2. Какими методами можно повысить твёрдость поверхности низкоуглеродистой конструкционной стали?
3. Оцените возможность объёмной закалки низкоуглеродистой конструкционной стали.
4. Какие задачи решает термическое улучшение?
5. Как повысить твёрдость поверхностного слоя шейки вала из среднеуглеродистой конструкционной стали?
Тема 6. Проектирование технологических операций
Этап проектирования предусматривает определение всех элементов структуры технологической операции и параметров их характеризующих.
Основой является технологический маршрут процесса обработки.
Рассмотрим решаемые задачи.