

6.3. Определение припусков на обработку
Припуск– слой материала, удаляемый с поверхности при обработке.
Термин употребляется с определением общий ипромежуточный.Промежуточный припуск – слой материала, удаляемый с поверхности при выполнении отдельной операции или перехода (Zi).
Общий припуск – сумма промежуточных припусков по всему маршруту обработки (Zo).
Для процесса в целом, можно записать
![]() (6.1)
(6.1)
где i– индекс технологической операции (перехода);n –количество технологических операций (переходов).
Припуски устанавливают на номинальные размеры детали, указанные на чертеже. Измерение припуска выполняется понормалик поверхности обработки. Выделяют припускисимметричные(на обе стороны) инесимметричные.
Припуски назначают в порядке обратном ходу процесса обработки, т.е. от размера готовой детали к размеру заготовки.
Схема формирования размеров при однократной односторонней обработке плоской поверхности (однократное фрезерование) представлена на рис.6.2.













 Tз
Tз
 Zmin
Zmin
 Tн
Tн



 Нзmax
Нзmin
Нзmax
Нзmin


 Hmax
Hmax

 Hmin
Hmin




Рис.6.2. Схема размеров плоской поверхности при однократной обработке фрезерованием: Н – размер детали по высоте, Т- допуск,
Z- припуск, з – индекс заготовки.
Для цилиндрических поверхностей значение величины припуска на диаметр удваивается и для отверстий не прибавляется к размеру, а вычитается.
Расчёт припусков выполняется только после разработки варианта маршрута процесса и выбора метода получения заготовки.
В курсовом проекте расчёт припусков проводится двумя методами.
Аналитический метод
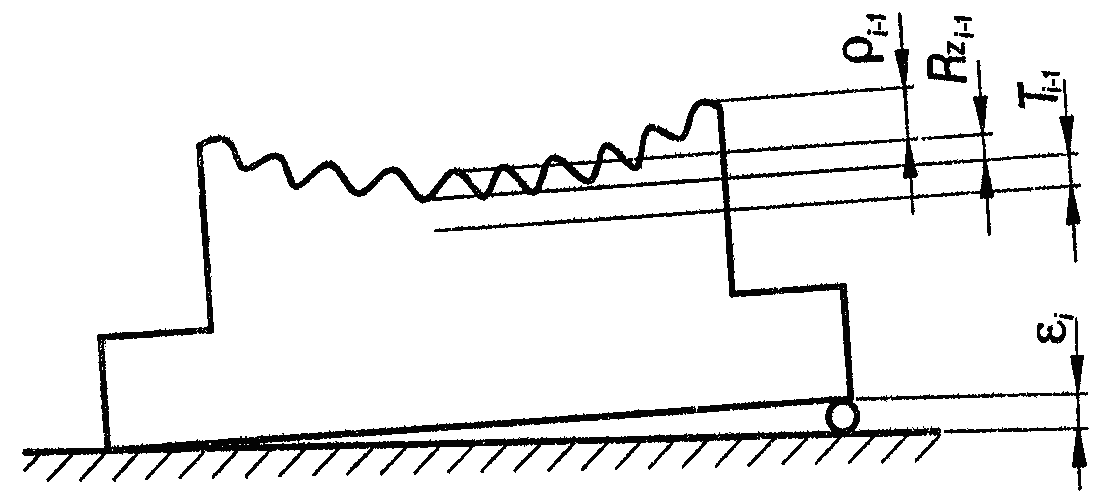
Метод разработал проф. Кован В.М. Суть метода заключается в том, что размер припуска определяется необходимостью устранения погрешностей обработки и дефектов поверхностного слоя, полученных на предшествующих этапах обработки, а также погрешностей установки на выполняемом переходе. Сказанное иллюстрирует рис. 6.3. [11].
Минимально необходимый припуск для односторонней обработки (плоская заготовка) складывается из следующих составляющих (см. форм. 6.2).
![]() , (6.2)
, (6.2)
где Ri-1- высота неровностей, полученная на предшествующем переходе;
hi-1- глубина дефектного слоя (после первого перехода, для загото-
вок из чугуна, величина hисключается из расчёта);
∆i-1- отклонения расположения обрабатываемых поверхностей от-
носительно баз заготовки (непараллельность поверхностей и пр.);
Wi - погрешность установки, возникающая на выполняемом переходе;
i- индекс перехода.

 ∆i-1
∆i-1





 hi-1
Ri-1
hi-1
Ri-1









 Wi
Wi

Рис.6.3. Схема формирования величины припуска
Включение отдельных составляющих в формулу 6.2. зависит от особенностей процесса и служебного назначения детали.
Например.
Глубина дефектного слоя (h):
- поверхностный слой отливок из серого чугуна состоит из перлитной корки (смесь феррита и цементита со следами формовочного песка), слой должен быть удалён на первом переходе (этапе);
- отливка распределительного вала двигателя автомобиля имеет отбелённый поверхностный слой (содержание углерода в связанном состоянии в виде цементита Fe3Cбольше содержания углерода в виде графита), его лучше сохранить для повышения износостойкости;
- поверхностный слой, после его закалки, желательно сохранить;
- стальные поковки и штампованные заготовки в поверхностном слое имеют обезуглероженную зону (до 1,0 мм), снижающую предел выносливости. Слой необходимо удалить.
Отклонения расположения обрабатываемых поверхностей относительно технологических баз заготовки (∆) учитываются, в основном, при проведении этапов черновой и получистовой обработки. Значение ∆, с каждым последующим переходом уменьшается. При нежёстком закреплении заготовки или инструмента (например, в качающихся или плавающих державках) ∆ = 0.
Параметры (∆) и (W) являются векторными величинами и в формулу (6.2) входят в следующем виде
![]() .
(6.3)
.
(6.3)
Формула (6.3) для частных случаев обработки может быть преобразована в следующий вид:
- для обработки цилиндрической поверхности заготовки, установленной в центрах (Wi=0), (припуск на диаметр)
![]() ,
(6.4)
,
(6.4)
- шлифование плоской поверхности после термообработки
![]() (6.5)
(6.5)
- при развёртывании отверстия плавающей развёрткой и протягивании, а также при суперфинишировании и полировании цилиндрической поверхности
![]() (6.6)
(6.6)
Значение (Zmin), определённое по формуле 6.2., не должно быть меньше минимальной толщины стружки, которую может снять лезвие режущего инструмента (доведённое лезвие – 5 мкм, остро заточенное лезвие 20-50 мкм).
Результаты расчёта, при нескольких технологических переходах, удобно представить в виде таблицы (карта расчёта припусков – форма табл.6.2).
Таблица 6.2