

6.1. Определение перечня, содержания и последовательности переходов.
Вид операции, установленный маршрутом, в значительной степени определяет её структуру по составу технологических и вспомогательных переходов. Из имеющихся вариантов необходимо выбрать тот, который обеспечивает выполнение требований по качеству с меньшими затратами.
Например[1].
На рис.6.1.представлены фрагменты эскиза детали, изготавливаемой в условиях серийного производства из горячекатаного проката, разрезанного на штучные заготовки. Все поверхности обрабатываются за один проход. В табл.6.1 приведен вариант содержания и последовательности действий при выполнении обработки согласно классификации элементов технологического процесса (ГОСТ 3.1104-81).
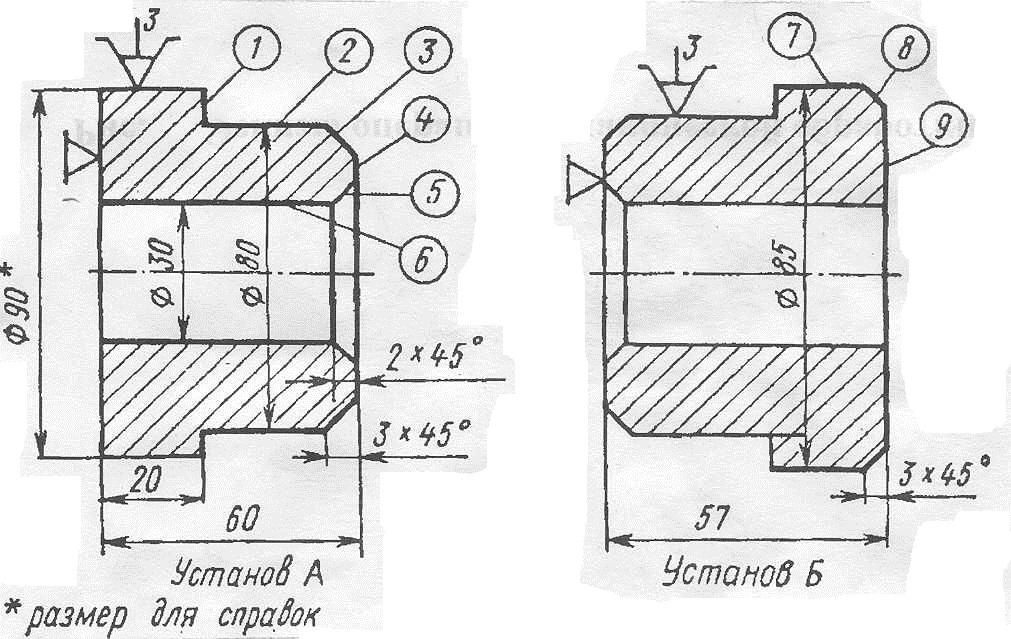
Рис.6.1. Эскиз детали
Таблица 6.1
Структура технологической операции
|
Номер |
Содержание действия |
Наименование перехода |
|
1 |
Установить заготовку |
Вспомогательный переход |
|
2 |
Подрезать торец 4 |
Технологический переход |
|
3 |
Точить поверхность 2 с образованием торца 1 |
Технологический переход |
|
4 |
Точить фаску 3 |
Технологический переход |
|
5 |
Сверлить отверстие 6 |
Технологический переход |
|
6 |
Точить фаску 5 |
Технологический переход |
|
7 |
Раскрепить и снять заготовку, повернуть изделие на 180 град. относительно оси и установить в патрон |
Вспомогательный переход |
|
8 |
Подрезать торец 9 |
Технологический переход |
|
9 |
Точить поверхность 7 |
Технологический переход |
|
10 |
Точить фаску 8 |
Технологический переход |
|
11 |
Контроль размеров изделия |
Вспомогательный переход |
|
12 |
Раскрепить и снять деталь, уложить в тару |
Вспомогательный переход |
Состав операции зависит от выбранного маршрута процесса и может измениться при его корректировке.
6.2.Выбор средств технологического оснащения (обрабатывающее оборудование, технологическая оснастка, средства механизации и автоматизации).
Методика выбора технологического оборудования определена стандартом Р 50-54-11-87, рекомендующим пользоваться следующими правилами:
- размеры рабочей зоны оборудования должны соответствовать габаритным размерам обрабатываемых заготовок (одной или нескольких);
- технические возможности оборудования должны обеспечить заданные параметры точности и др. параметры качества обрабатываемой поверхности (это особенно важно при чистовой и отделочной обработке);
- мощность, жесткость и кинематическая схема оборудования должны соответствовать рациональным режимам обработки;
- производительность оборудования должна обеспечить заданную программу выпуска изделий.
Выбор оборудования определяет в значительной степени и выбор средств технологического оснащения. Выбор средств технического контроля регламентирован стандартом Р 50-609-39-88.
Комплекс вопросов подраздела подробно рассматривается при изучении дисциплины «Технология конструкционных материалов». В рамках дисциплины дополнительно рассматриваются вопросы проектирования станочных приспособлений (см. тему 7).