

Тема 3. Типовые и групповые технологические процессы
Существенным недостатком системы проектирования технологических процессов является необходимость выполнения проектных работ на каждую новую деталь. В практике, это реализуется достаточно редко, что приводит к необоснованности и недостаткам многих технологических решений.
Использование принципа унификации* значительно упрощает проблему с точки зрения объёма проектных работ и реализации опыта существующих технологий. Каждый новый технологический процесс, в реальных условиях, проектируется на основе существующего типового или группового варианта.
3.1.Типовые технологические процессы
Автором идеи типизации является проф. Соколовский А.П. Идея метода заключается в разработке процессов для групп деталей, обладающих общими конструктивно-технологическими признаками.
Основными признаками являются:
- конфигурация изделия;
- размеры заготовки;
- геометрические и физико-механические показатели качества поверхностей;
- материал заготовки.
*) унификация – приведение к единообразию по определённым признакам
Работу по типизации разделяют на два этапа. На первом, осуществляют классификацию деталей по конструктивно-технологическим признакам, на втором – разрабатывают типовые технологические процессы на основе этой классификации.
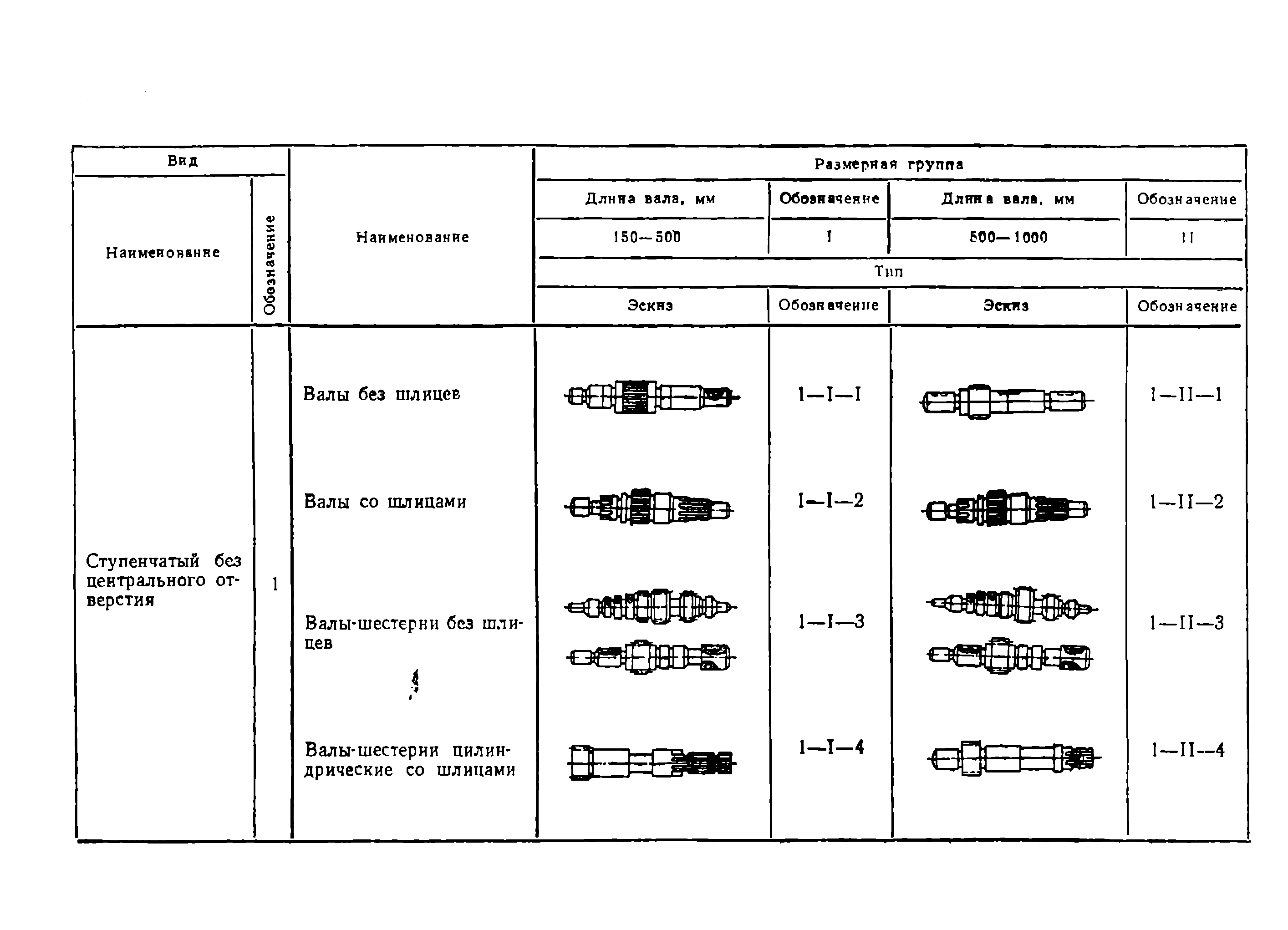
Детали делят на классы, подклассы, группы, подгруппы и типы. Пример подкласса ступенчатых валов показан в табл.3.1.
Таблица 3.1
Подкласс ступенчатых валов
По указанным признакам каждая деталь получает технологический код. По коду деталь относят к определённой группе и действующему для этой группы типовому технологическому процессу. При отсутствии такой группы процесс разрабатывается какединичный.
Правила формирования технологического кода подробно рассмотрены в учебном пособии [8,стр.50-66]. Основой являются классификаторы ТКДиЕСКД. Классификатор ЕСКД является информационной частью ГОСТ 2.201-80 «Обозначение изделий и конструкторских документов».
Полный конструкторско-технологический код состоит из обозначения детали по ГОСТ (13 знаков) и технологического кода ТКД (14 знаков):
ХХХХ. ХХХХХХ. ХХХ + ХХХХХХ. ХХХХХХХХ.
(Код по ГОСТ 2.201-80) (Технологический код)
Детали кодируются буквенно-цифровым обозначением. В структуре кода, за каждым признаком закреплены определённый разряд (позиция) и число знаков. Система кодирования включает цифры от 1 до 9 и прописные буквы русского алфавита отАдоЯ, исключаяЗ.
Классификатор включает 100 классов, из которых 51 класс – это резерв для размещения новых изделий. Для деталей машиностроения выделено 6 классов с 71 по 76.
Для специалистов эксплуатационного профиля представляет интерес решение обратной задачи – определение конструктивно-технологических признаков изделия по технологическому коду. Такая информация может быть полезна при изготовлении детали «на месте» в случае поломки.
Правила разработки и применения типовых процессов установлены стандартом Р 50-54-93-88 «Классификация, разработка и применение технологических процессов» и ГОСТ 3.1109 - 82. Процедура, в целом, существенно сокращает время и объёмы работ по подготовке производства.