

48. Предельные контуры резьбы. Диаметральная компенсация отклонений
Предельные контуры резьбы. Предельные контуры резьбы определяются:
а) номинальным профилем (у болта мельче впадина и острее вершина, у гайки глубже впадина и шире вершина);
б) основным отклонением для гайки H, G, F, E и для болта h, g, f, e, d;
в) классом точности (точный, средний, грубый);
г) степенью точности (2…10 для наружной резьбы и 4…10 для внутренней резьбы, 2-я степень применяется только в посадках с натягом, а 9 и 10-я для деталей из пластмасс).

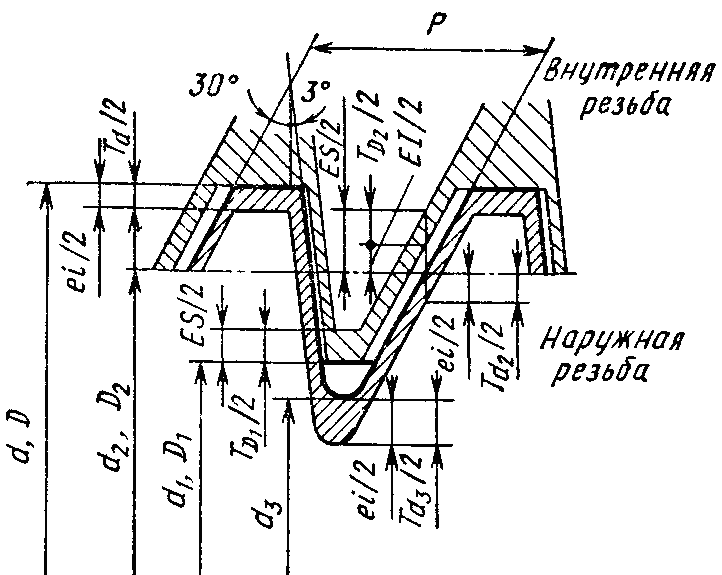
Рисунок 8.4 — Погрешность угла наклона сторон профиля резьбы
Диаметральная компенсация отклонений шага и угла наклона профиля. Диаметральная компенсация отклонений шага и угла наклона профиля нужна при возникновении этих отклонений. Если ошибок в наклоне боковых сторон профиля нет (Δα / 2 = 0), а есть только ошибка в шаге у болта, то при равенстве средних диаметров болта и гайки свинчивания не будет, пока средний диаметр болта не уменьшим на fp (см. рис. 8.3, б). Из прямоугольного треугольника находим
fp = ΔPn ctg α / 2 (8.1)
откуда для метрической резьбы диаметральная компенсация погрешности шага на длине свинчивания равна fp = 1,732ΔPn. При ошибках у болта в угле наклона сторон профиля приходим к необходимости диаметральной компенсации этой погрешности (см. рис. 8.4), равной
fα = (0,582Δα / 2) / sin α, (8.2)
а для метрической резьбы компенсация равна
fα = 0,36РΔα / 2. (8.3)
Отклонение среднего диаметра Δd2 при изготовлении резьбы суммируясь с шаговой и угловой компенсациями составляет погрешность изготовления среднего диаметра резьбы. Оно должно превышать табличного допуска среднего диаметра:
Td2 = Δd2 + fp + fα (8.4)
TD2 = ΔD2 + fp + fα (8.5)
52. Стандартные профили, диаметры, шаги.
Стандартные профили, диаметры, шаги рассмотрим на примере метрической резьбы, но сначала отметим, что видов резьб, которые стандартизованы, существовало на 1974 год не менее 31 вида. (Метрическая, метрическая с натягом, метрическая для пластмасс, трапецеидальная однозаходная, упорная, трубная цилиндрическая, коническая дюймовая с углом профиля 60°, трубная коническая с углом профиля 55°, резьба труб геологоразведочного бурения, окулярная для оптических приборов, для объективов микроскопов, замковая для труб геологоразведочного бурения, дюймовая с профилем Витворта с α = 55° (Англия и Канада), дюймовая с α = 60° (США) — от метрической отличается соотношением шагов и диаметров, унифицированная дюймовая резьба (UST) в США, Англии и Канаде, питчевая, модульная и т. д.
а) б)
б)
в)
 г)
г)
а — метрическая резьба треугольного профиля; б — трапецеидальная
резьба; в — упорная резьба; г — коническая резьба
Рисунок 8.1 — Резьбы общего назначения
В дюймовой резьбе сначала (в 1927 году) был стандартизован закругленный профиль, который не имел радиальных зазоров по вершинам и впадинам, а также профиль с плоскосрезанными вершинами и закругленными впадинами, но уже с радиальными зазорами. В то время еще не стоял вопрос о нормализации точности изготовления резьбы. Впоследствии при стандартизации допусков на резьбу выявилась целесообразность замены закругленных впадин плоскими срезами. Это диктовалось сложностью изготовления резьбонарезного инструмента и дополнительным трудозатратам на закругление впадин.
Длины свинчивания. Длины свинчивания подразделяют на три группы: S (малые), N (нормальные) и L (большие). Допуск резьбы, если нет особых оговорок, относится к наибольшей нормальной длине свинчивания или ко всей длине резьбы, если она меньше наибольшей нормальней длины свинчивания. При изготовлении резьбовых деталей неизбежны погрешности, ухудшающие качество резьбового соединения. Для обеспечения свинчиваемости действительные контуры винта и гайки не должны выходить за предельные контуры, определяемые стандартом. Длина свинчивания, к которой относится допуск резьбы, при необходимости должна быть оговорена в технических требованиях или указана в обозначении резьбы в случае:
а) если она относится к группе L;
б) если она относится к группе S, но меньше, чем вся длина резьбы.
Пример обозначения резьбы с длиной свинчивания, отличающейся от нормальной: М12-7g6g-30