

1 Проектирование инструментальной наладки
1.1 Выбор режущих инструментов
Технологический процесс обработки наладки состоит из 3 операций:
точение поверхности вала Ø40r6;
подрезание торцевой поверхности вала;
шлифование поверхности вала Ø40r6;
Инструменты для механической обработки
Точение поверхности вала Ø40r6
Для точения поверхности Ø40r6 принимаем резец правый проходной 2100-0663 ГОСТ 18869-73:
исполнение 1;
сечение резца H x B = 32 x 20 мм;
длина резца L = 170 мм, l = 60 мм;
m = 9 при α = 60˚;
форма пластины по 2379-77: 5707.
подрезание торцевой поверхности вала
Для подрезания торцевой поверхности вала принимаем резец правый подрезной 2112-0037 ГОСТ 18871-73:
сечение резца H x B = 32 x 20 мм;
длина резца L = 170 мм;
m = 8 мм;
форма пластины по ГОСТ 2379-77: 43.
шлифование поверхности вала Ø40r6
Для шлифования поверхности вала Ø40r6 применяем шлифовальный круг по ГОСТ 2424-83: 1 – 500 x 25 x 203 25А F90 С2 5 Б Y 20м/с АА 2кл.
1.2 Выбор вспомогательных инструментов
Точение и подрезание вала выполняется на станке 16К20. Станок изначально укомплектован резцедержателем (вспомогательный инструмент) для крепления резцов.
Для шлифования используется станок 3У131 круглошлифовальный универсальный полуавтомат. Крепления шлифовального круга осуществляется по ГОСТ 2270-78 (рисунок 1):
 260
мм;
260
мм;

 l
=
12 мм;
l
=
12 мм;

 b
=
20 мм; D
=
500 мм; H
=
25 мм; 8 винтов.
b
=
20 мм; D
=
500 мм; H
=
25 мм; 8 винтов.
.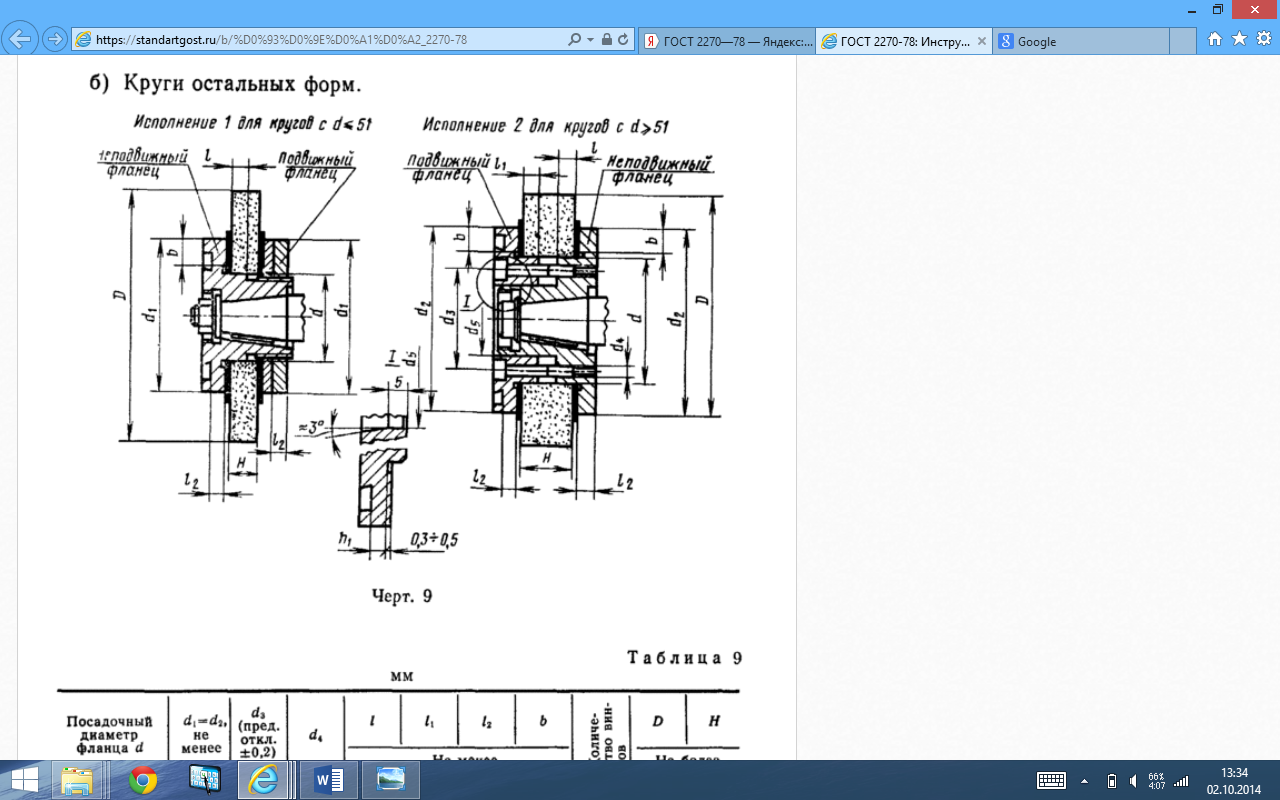
Рисунок 1 – Крепление шлифовального круга
1.3 Описание компоновки инструментальных блоков
Блок 1 (позиция 1): Для точения поверхности Ø40r6 принимаем резец правый проходной 2100-0657 ГОСТ 18869-73. Резец устанавливается в резцедержатель станка 16К20 и прижимается винтами.
Блок 2 (позиция 2): Для подрезания торцевой поверхности вала принимаем резец правый подрезной 2112-0031 ГОСТ 18871-73. Резец устанавливается в резцедержатель станка 16К20 и прижимается винтами.
Блок 3 (позиция 3): Для шлифования поверхности вала Ø40r6 применяем шлифовальный круг по ГОСТ 2424-83: 1 – 500 x 25 x 2039. Крепления шлифовального круга выполняется по ГОСТ 2270-78 (рисунок 1). Неподвижный фланец усаживается на конический конец шпинделя шлифовального круга (конусность 1:5), крепежа гайка наворачивается на резьбовой участок шпинделя, затем укладывается первая прокладка, далее устанавливают шлифовальный круг, вторую прокладку укладывают между шлифовальным кругом и подвижным фланцем, 8 винтов стягивают подвижный фланец с неподвижным. Прокладки выбирают по ГОСТ 12.3.028 – 82.
1.4 Расчет точности позиционирования режущего инструмента
Величина первичного отклонения вершины инструмента от номинального положения определяется по формуле (1):
 ,
(1)
,
(1)
где n – число элементов инструментального блока, влияющих на точность
позиционирования, включая погрешности шпинделя;
 –коэффициент
относительного рассеивания i-ого
звена;
–коэффициент
относительного рассеивания i-ого
звена;
 –коэффициент
относительного рассеивания замыкающего
звена;
–коэффициент
относительного рассеивания замыкающего
звена;
 –передаточное
отношение i-го
звена;
–передаточное
отношение i-го
звена;
 –векторная
величина перекоса i-го
звена.
–векторная
величина перекоса i-го
звена.
Коэффициент относительного рассеивания величины замыкающего звена определяется по формуле (2).
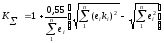 .
(2)
.
(2)
Передаточное отношение i-ого звена определяется по формуле (3).
 ,
(3)
,
(3)
где
 – вылетi-ого
компонента компоновки;
– вылетi-ого
компонента компоновки;
 –вылет,
на котором нормируется величина перекоса
в i-ом
соединении.
–вылет,
на котором нормируется величина перекоса
в i-ом
соединении.
Произведем расчет для инструментального блока № 3.
Биение участка у торца 0,008 мм, при радиусе 200 мм - 0,01 мм, то есть допустимый перекос равен 0,001 на радиусе 200 мм. Погрешность изготовления конических поверхностей с конусностью 1:5 принимаем по АТ7 (ГОСТ 19880-74), что соответствует максимальной разности углов внутреннего и наружного конусов и значению перекоса в коническом соединении 0,0025 мм на вылете 100 мм (см. табл. 75 [2]).
Определяем:

 мм.
мм.