

2.2.4 Расчет конструкции и геометрии режущего инструмента
По таблице 6.8 [1] назначаем припуск на чистовое развертывание 0,06 мм для сквозного отверстия Ø14H7.
По ГОСТ 25347-82 определяем поле допуска (IT), верхнее (ES) и нижнее (EI) отклонения для отверстия Ø14H7: IT=0,018 мм; ES=+0,018 мм; EI=0 мм.
Поле допуска на диаметр развертки определяем по формуле:

где
 поле
допуска обрабатываемого отверстия.
поле
допуска обрабатываемого отверстия.

Принимаем
поле допуска на диаметр развертки

Верхнее
отклонение ( )
диаметра развертки определяем по
формуле:
)
диаметра развертки определяем по
формуле:

где
 верхнее отклонение отверстия.
верхнее отклонение отверстия.

Принимаем

Нижнее
отклонение (e )
диаметра развертки определяем по
формуле:
)
диаметра развертки определяем по
формуле:


Исполнительный
размер диаметра развертки на чертеже:

Так как сталь Р6М5 имеет повышенную вязкость, то число зубьев цельной развертки определяем по формуле:

где
 диаметр
развертки.
диаметр
развертки.

Принимаем
число зубьев

Геометрические параметры режущей части развертки назначены в соответствии с ГОСТ 1672-80 и представлены на рисунке 11, в таблице 4.
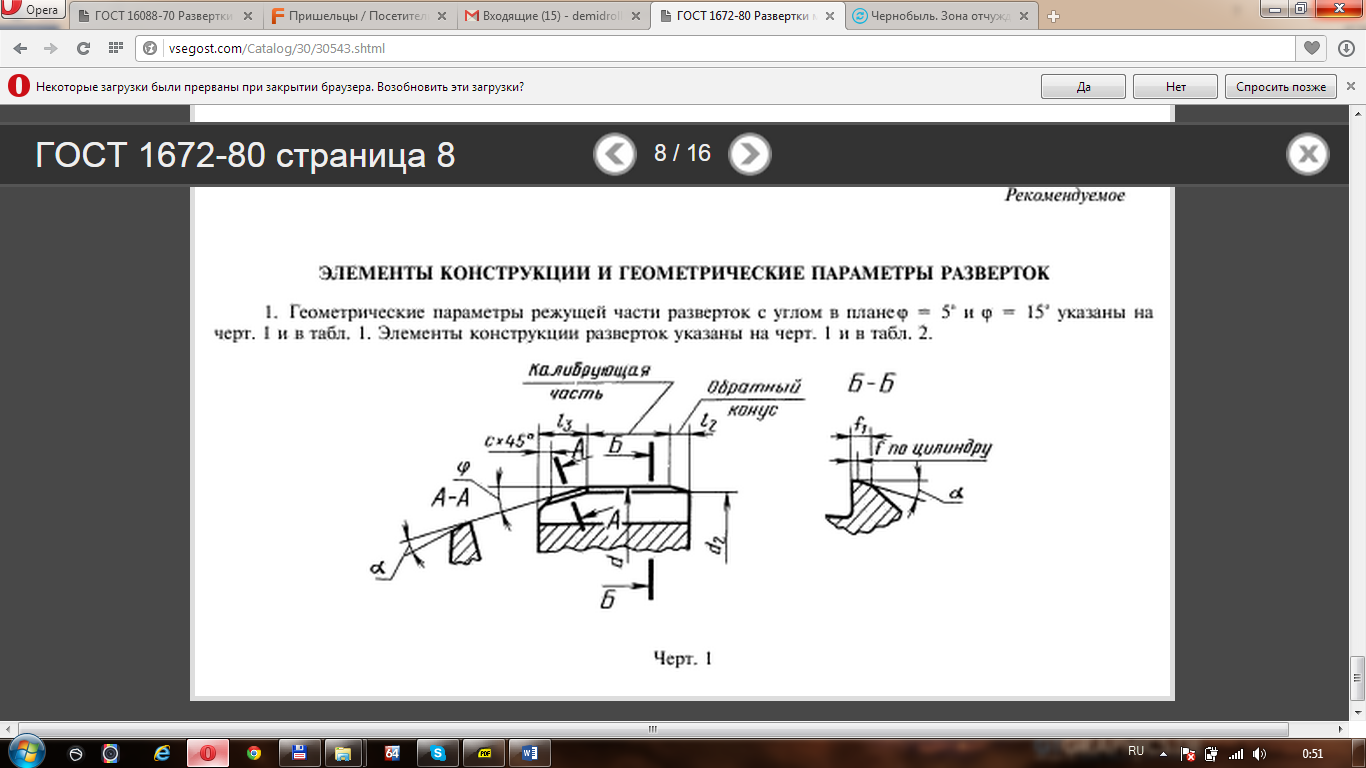
Рисунок 11 – Геометрические параметры режущей части развертки

Рисунок 12 – Профиль поперечного сечения
Таблица 4 – Геометрические параметры режущей части развертки
|
d, мм |
|
с, мм |
|
|
|
|
|
|
r, мм |
|
14 |
4,5 |
1 |
1 |
0,2; IT – 0,3 |
80 |
12 |
4 |
13,5 |
0,5 |





 ,
мм
,
мм ,
мм
,
мм

Для
исключения огранки отверстия окружной
шаг зубьев развертки применяем
неравномерным, с углами

2.2.5 Разработка технических требований
Технические требования разработаны на основе ГОСТ 1523-81 для машинной цельной развертки из быстрорежущей стали Р6М5.
Технические требования:
1.1 Развертки должны изготавливаться в соответствии с требованиями ГОСТ 1523-81 по рабочим чертежам, утвержденным в установленном порядке.
1.2 Машинные цельные развертки должны изготавливаться из быстрорежущей стали по ГОСТ 19265.
Допускается изготовление машинных разверток других марок быстрорежущей стали, не уступающих по стойкости разверткам, изготовленным из быстрорежущей стали Р6М5 по ГОСТ 19265.
1.3 Развертки машинные и ручные цельные из быстрорежущей стали с номинальным диаметром 10 мм и более должны быть сварными. Хвостовики должны быть изготовлены из стали марки 45 по ГОСТ 1050 или из стали марки 40Х по ГОСТ 4543.
В зоне сварки не допускаются раковины, непровар, прижог и кольцевые трещины.
1.4 Твердость рабочей части машинных цельных разверток из стали Р6М5 с диаметром свыше 6 мм: 63…65 HRC.
1.5 Параметры шероховатости поверхностей разверток по ГОСТ 2789 не должны быть более, мкм:
а) передняя поверхность режущей части чистовой развертки для обработки отверстий с допусками по квалитетам 6,7,8,9: Rz=1,6;
б) задней поверхности режущей части чистовой развертки для обработки отверстий с допусками по квалитетам 6,7,8,9: Rz=1,6;
в) ленточки на калибрующей части чистовой развертки для обработки отверстий по квалитетам 6,7,8,9: Rz=1,6;
г) задней поверхности на колерующей части: Rz=6,3;
д) посадочной и крепежной поверхности (хвостовики или отверстия под посадку): Rz=0,8;
е) торцевой поверхности режущей части чистовой развертки (квалитеты 6-9) при кольцевой заточке: Rz=3,2;
ж) задней поверхности ступеней при кольцевой заточке: Rz=1,6;
1.6 Развертки должны быть остро заточены. Завалы и выкрошенные места режущих кромок не допускаются.
1.7 Центровые отверстия или наружные (обратные) центры хвостовых разверток должны быть тщательно обработаны, зачищены и не должны иметь забоин и разработанных мест.
1.8 Калибрующая часть машинных и ручных разверток может быть выполнена на всем протяжении в направлении к хвостовику либо цилиндрической, либо с обратной конусностью на величину не более допуска по диаметру ни изготовление развертки.
При допуске на диаметр машинной развертки менее 0,01 мм допускается обратная конусность не более 0,01 мм.
1.9 Предельные отклонения размеров разверток:
а) общей длины, длины рабочей части, длины цилиндрического хвостовика, длины квадрата: h16;
б) диаметра цилиндрического хвостовика машинных разверток: h9.
1.10 Допуск радиального биения зубьев, измеренный в начале калибрующей части относительно оси центровых отверстий или оси посадочного отверстия для машинной цельной развертки (исполнительный d =10…30 мм): IT=12 мкм.
1.11 Допуск биения по режущей части, измеренный перпендикулярно режущим кромкам, относительно оси центровых отверстий или оси посадочного отверстия для машинной цельной развертки (исполнительный d =10…30 мм): IT=16 мкм.
1.12 Допуск радиального биения хвостовика развертки относительно оси центровых отверстий 0,010 мм для разверток диаметром до 30 мм.
1.13 Периоды стойкости (средний и 95%-й) для машинных разверток (d=14 мм), изготовленных из стали Р6М5 и предназначенных для обработки стали 45 должны соответствовать значениям:
а) средний: 40 мин;
б) 95%-й: 18 мин.
1.14 Критерием затупления истовых разверток следует считать выход размера обрабатываемого отверстия за пределы поля допуска (соответствующего заданному квалитету точности) и (или) увеличение параметра шероховатости поверхности Ra, мкм, выше:
а) для квалитетов 6,7,8: 0,8;
б) для квалитетов 9,10,11: 1,8.
1.15 На хвостовиках или шейках концевых разверток и на торцах насадных и корпусов сборных разверток должны быть нанесены:
а) товарный знак предприятия-изготовителя;
б) номинальный диаметр развертки;
в) обозначение поля допуска обрабатываемого отверстия для чистовой развертки или номер развертки с припуском под доводку;
г) обозначение развертки (последние 4-е цифры);
д) марка стали рабочей части.