6.3 Выбор режимов ниточных соединений
Основу технологических процессов изготовления швейных изделий составляют операции по выполнению различных видов соединений деталей. Качество операций в свою очередь зависит то выбранных режимов обработки. Режимы ниточных соединений выбирают, исходя из характеристик обрабатываемого материала, выбранных методов обработки деталей и узлов, а также свойств применяемых швейных ниток. Основным средством соединения деталей швейных изделий являются машинные ниточные швы.
Под ниточным способом соединения деталей одежды понимают соединение двух или несколько слоев материала скрепляющими стежками, состоящими из одной, двух и более ниток.
Машинные ниточные строчки имеют достаточную прочность, эластичность, красивый внешний вид. Процесс соединения деталей швейных изделий такими строчками сравнительно прост, обеспечен технологическим оборудованием.
По сравнению с другими способами соединения, ниточный способ является наиболее универсальным, так как он позволяет соединять (стачивать) все виды материалов, используемых в швейной промышленности.
Выбор внешнего вида и конструкции шва зависит от изделия, назначения шва и материала. Назначение шва зависит от метода обработки. Как видно из анализа методов обработки самым распространенным швом является стачной шов.Характеристика технологических режимов выбранных ниточных соединений приведена в виде таблице 9.
Таблица 9 – Характеристика ниточных соединений
|
Наименование соединения |
Схема соединения
|
Характеристика соединения |
Номер игл |
Тип или номер ниток |
|||||
|
шва |
строчки |
||||||||
|
название |
параметры |
название |
параметры |
||||||
|
а)Плечевые, боковые, рельефные швы полочки и спинки, передний и локтевой швы рукава б) Соединение нижнего воротника с изделием |
1.01.01/301 |
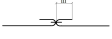
Стачной вразутюжку |
а)Ш=10мм б) Ш2=7мм |
Стачивающая однолинейная строчка двухниточного прямого челночного стежка |
m=3ст/см |
100, 110 |
44 ЛХ |
||
|
Плечевые, боковые швы подкладки полочки и спинки, передний и локтевой швы подкладки рукава |
1.01.01/301 |
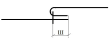
Стачной взаутюжку |
Ш=10мм |
Стачивающая однолинейная строчка двухниточного прямого челночного стежка |
m=3ст/см |
90 |
25 ЛЛ |
||
|
Соединение подзора с верхней подкладкой кармана |
1.01.01/301 |
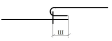
Стачной взаутюжку с открытыми срезоми |
Ш1=10мм
|
1.Стачивающая однолинейная строчка двухниточного прямого челночного стежка
|
m=3ст/см
|
100, 110
|
44 ЛХ
|
||

Продолжение таблицы 9
|
Наименование соединения |
Схема соединения |
Характеристика соединения |
Номер игл |
Тип или номер ниток |
|||||
|
шва |
строчки |
||||||||
|
название |
параметры |
Название |
параметры |
||||||
|
Обработка концов и отлета воротника, обработка края борта, лацкана и уступа лацкана
|
1.09.01/301.301 |
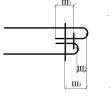
Обтачной « в кант» с отделочной строчкой |
Ш1=7мм Ш2=2÷3мм Ш3=5мм |
1.Стачивающая однолинейная строчка двухниточного прямого челночного стежка
|
m1=3ст/см
m2=2,5ст/см |
100, 110
100, 110 |
44 ЛХ, 45ЛЛ
|
||
|
Обработка шлицы |
1.09.01/301.301 |
1)Обтачной в кант с отделочной строчкой
2)Стачной взаутюжку с открытыми срезами |
1)Ш1=7мм Ш2=2÷3мм Ш3=5мм
2)Ш1=10мм
|
Стачивающая однолинейная строчка двухниточного прямого челночного стежка |
m1=3ст/смm2=2,5 ст/см |
100, 110
|
44 ЛХ, 45 ЛЛ |
||

 1.01.01/301.301
1.01.01/301.301Продолжение таблицы 9
|
Наименование соединения |
Схема соединения |
Характеристика соединения |
Номер игл |
Тип или номер ниток |
|||||
|
шва |
строчки |
||||||||
|
название |
параметры |
название |
параметры |
||||||
|
Соединение внутренних срезов подкладки кармана |
1.01.02/301.505
|
Стачной с обметанными срезами |
Ш1=10мм
|
1)Стачивающая однолинейная строчка двухниточного прямого челночного стежка 2)Обметочная однолинейная строчка трех ниточного цепного стежка |
m1=4ст/см
m2=3ст/см |
90
90 |
25 ЛЛ
25ЛЛ |
||
|
Шов настрачивания накладного кармана на полочку |
5.31.01/301
|
Накладной с закрытым срезом |
Ш1=10мм Ш2=5мм
|
Стачивающая однолинейная строчка двухниточного прямого челночного стежка |
m=3ст/см |
100, 110 |
45 ЛЛ |
||
|
Шов притачивания подкладки к низу рукава и изделия |
1.01.01/103.301 |
Вподгибку с притачной подкладкой |
Ш1=40мм Ш2=20мм Ш3=10 мм Ш4=5мм |
1.Потайная подшивочная строчка однониточного цепного переплетения 2.Стачивающая однолинейная строчка двухниточного прямого челночного стежка |
m1=2ст/см
m2=3ст/см |
100, 110 |
65шелк
44 ЛХ |
||
|
Соединение обтачки спинки с верхним воротником |
1.01.01/301 |
Стачной вразутюжку |
Ш=10мм
|
Стачивающая однолинейная строчка двухниточного прямого челночного стежка |
m=3ст/см |
100, 110 |
44 ЛХ |
||
|
Обработка пояса |
8.06.02/301
|
Накладной с двумя закрытыми срезами |
Ш1=5мм Ш2=10мм
|
2.Стачивающая однолинейная строчка двухниточного прямого челночного стежка |
m=3ст/см |
100, 110 |
44 ЛХ |
||
|
Обметывание петель |
404 |
|
Ш1=27мм Ш2=2,8 мм Ш3=4мм
|
Двухниточный однолинейный зигзагообразный челночный стежок |
m=10- 12 ст/см |
100, 110 |
50 К
|
||
|
Пришивание пуговиц |
107 |
|
|
Однониточный зигзагообразный цепной стежок |
m=3мм –14 |
100, 110 |
44 ЛХ |
||