

bezopasnost_zhiznedeyatelnosti_uchebnik_bezopasnost_truda_na_zheleznodorozhnom_transporte_2014
.pdfn
∑t — затраты времени на группу исполнительных действий, выполняемых n=1 и
после принятия решения; Т — продолжительность процесса (задается процессом).
В большинстве случаев при оценке надежности системы по показателю h за период Т принимается цикл скатывания одного отцепа. Временные составляющие в формуле (2.4) определяются с помощью прибора РЗО.
При условии надежности оператора в системе принимается соотношение
|
|
n |
|
t1 +t2 |
+t3 |
+ ∑tи ≤T . |
(2.5) |
|
|
n=1 |
|
Если h > 1, то операторское звено системы оказывается ненадежным и эффективность системы «оператор—горка» в целом падает (т.е. оператор не успевает выполнить необходимые действия и либо наступает сбой процесса, либо темпы роспуска снижаются).
Для оценки степени напряженности работы оператора, обусловленной темпом роспуска, скоростью надвига составов, плотностью одиночно скатывающихся отцепов и другими особенностями в работе горки, вводится показатель напряженности работы
n |
m |
|
D = ∑ X одPод |
+ ∑YобPоб, |
(2.6) |
i =2 |
i =2 |
|
где Xод — число групп одиночно скатывающихся друг за другом вагонов подряд по 2, 3, 4, …, n в группе;
Род — частоты таких групп;
Yоб — число пар отцепов, скатывающихся друг за другом в общий пучок из разных параллельно распускаемых составов по 1, 2, 3, …, т пар в процессе роспуска;
Роб — частота таких групп.
В процессе технологического, информационного и алгоритмического анализа выявляются отдельные звенья и элементы, снижающие эффективность работы операторского звена в системе. По показателям комплексной оценки подбираются и рекомендуются следующие способы и средства, повышающие эффективность системы «оператор—горка»:
91
–организационно-технологические;
–оперативно-технологические и оперативно-технические;
–автоматические и полуавтоматические информационно-логи- ческие устройства;
–устройства автоматического контроля параметров системы и хода роспуска, а также ускоренного и правильного обучения операторов.
В табл. 2.16 в качестве примера приведены способы и средства, рекомендуемые для исправления конкретных недостатков системы, выявленных по отклонению от нормы отдельных показателей.
Таблица 2.16
Способы и средства, рекомендуемые для исправления конкретных недостатков системы
Анализ и показатель |
|
Величина |
Рекомендуемые способы и |
|
критичности |
средства улучшения системы |
|
|
|
||
|
|
|
|
1 |
|
2 |
3 |
|
|
|
|
|
Технологический |
||
|
|
|
|
Число команд-сообщений, |
|
40 |
Перераспределение обязаннос- |
проходящих через оператора |
|
|
тей между остальными операто- |
(на один состав) |
|
|
рами системы. |
|
|
|
Организация прямых оператив- |
|
|
|
ных связей между отдельными |
|
|
|
звеньями системы |
|
|
|
|
Задержки в поступлении про- |
|
2 мин на |
Перевод маневрового диспетче- |
граммы роспуска. |
|
состав |
ра, технических конторщиков, |
Неожиданные корректировки |
|
|
телетайпистов на пост операто- |
программы |
|
|
ра-распорядителя |
|
|
|
|
Ошибки программы, «про- |
|
5 ошибок на |
Тренаж — обучение телетай- |
пуск» данных в сортировоч- |
|
100 поездов |
пистов |
ном и натурном листах |
|
|
|
|
|
|
|
Задержки надвига по вине |
|
30 мин в |
Передача функций управления |
оператора-распорядителя |
|
смену |
надвигом дежурному по горке |
|
|
|
|
Информационный |
|||
|
|
|
|
Общее число информаци- |
|
8 |
Перераспределение информа- |
онных связей оператора с |
|
|
ционных каналов |
другими звеньями |
|
|
|
|
|
|
|
92
|
|
|
Продолжение табл. 2.16 |
|
|
|
|
1 |
|
2 |
3 |
|
|
|
|
Общее число источников |
|
40 |
Объединение и перераспреде- |
информации |
|
|
ление источников информации, |
|
|
|
совмещенные табло-транспа- |
|
|
|
ранты, совмещенные приборы |
|
|
|
и т.д. |
|
|
|
|
Среднее количество инфор- |
|
3 дв. ед. |
Применение средств выдачи |
мации от одного источника |
|
|
укрупненной информации |
информации |
|
|
(замена прибора, ввод табло с |
|
|
|
показателями «много—мало— |
|
|
|
нормально» и т.д.) |
|
|
|
|
Общее количество информа- |
|
120 дв. ед. |
Сокращение числа источников |
ции (на один состав) |
|
|
информации путем их объеди- |
|
|
|
нения и перераспределения |
|
|
|
|
Среднее количество инфор- |
|
4 дв. ед. |
Перекомпоновка отдельных |
мации от одного прибора, |
|
|
приборов пульта. |
расположенного вне зоны |
|
|
Применение многофункцио- |
оптимальной видимости |
|
|
нальных средств отображения |
|
|
|
информации |
|
|
|
|
Загрузка памяти оператора |
|
3 ед. |
Применение паркового табло |
(при запоминании текущих |
|
|
оперативной информации с |
сведений) |
|
|
манипуляторами. |
|
|
|
Введение символических спосо- |
|
|
|
бов запоминания |
|
|
|
|
Среднее количество инфор- |
|
800 дв. ед. |
Выделение заблаговременно |
мации в отдельные периоды |
|
|
подготовленных помощников |
(«пики») рабочей смены |
|
|
|
|
|
|
|
|
Алгоритмический |
||
|
|
|
|
Суммарное число членов ал- |
|
400 дв. ед. |
Передача монотонных, одно- |
горитма |
|
|
образных действий автоматике |
|
|
|
|
Неопределенность ситуации |
|
На 30 % |
Перекомпоновка пульта. |
при обращении к средствам |
|
|
Применение выносных табло |
индикации, контроля и к |
|
|
и манипуляторов |
средствам управления отлича- |
|
|
|
ется по значениям |
|
|
|
|
|
|
|
93
|
|
Окончание табл. 2.16 |
|
|
|
1 |
2 |
3 |
|
|
|
Энтропия при визуальном |
4 дв. ед. |
Автоматизация контроля хода |
контроле хода роспуска (при |
|
роспуска. |
дробности отцепов 75—80 %) |
|
Автоматизация контроля |
|
|
прохода длиннобазных ваго- |
|
|
нов, вагонов с высокоомными |
|
|
шунтами и др. |
|
|
|
Стереотипность при реали- |
3 дв. ед. |
Разгрузка однообразных дей- |
зации алгоритма в условиях |
|
ствий оператора путем приме- |
острого дефицита времени |
|
нения различных программных |
|
|
устройств |
|
|
|
Логическая сложность на |
2,5 ед. |
Разгрузка логических действий |
этапе оценки ситуации и |
|
оператора путем применения |
принятия решения |
|
информационно-логических ус- |
|
|
тройств (ИЛУ), блоков логичес- |
|
|
кой переработки информации, |
|
|
ТОЙ |
|
|
|
Относительная временная |
1 |
Передача отдельных действий |
загрузка |
|
или групп действий автоматике. |
|
|
Применение предупредитель- |
|
|
ной сигнализации и индикации |
|
|
|

Глава 3. БЕЗОПАСНОСТЬ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ПРОИЗВОДСТВ
3.1.Требования безопасности на станциях
Втехнологическом процессе работы станции для повышения безопасности труда необходимо решить следующие задачи:
– выбор наивыгоднейших маршрутов передвижения поездов, вагонов и локомотивов по станционным путям с учетом схемы станции, принятого метода обработки поездов и размещения служебнотехнических помещений;
– установление определенной системы передвижений по станционным путям работников важнейших профессий, чтобы сократить время пребывания их в опасной зоне и расстояние, проходимое во время работы;
– оснащение, организация и культурное содержание рабочих мест и оборудования в служебно-технических помещениях и на территории станции в соответствии с рекомендациями охраны труда
итехнической эстетики;
–мероприятия по взаимному обеспечению безопасности на станционных путях работников всех служб, связанных с движением поездов и работой технических устройств.
В техническо-распорядительных актах или в отдельных инструкциях должны быть отражены:
–организация явки работников смены на дежурство, маршруты их прохода по территории станции к служебно-техническим помещениям и к рабочим местам;
–перечень негабаритных мест и порядок проезда через них. Список работников, ответственных за соблюдение габарита в местах погрузки и выгрузки навалочных грузов;
–порядок оповещения работающих на стрелочных переводах и станционных путях о предстоящих передвижениях;
–порядок выявления и устранение неисправностей автосцепок, поручней и подножек вагонов;
95
–меры безопасности при обработке составов поездов и вагонов
ипри маневровой работе в каждом районе станции, особенно при маневрах толчками;
–меры предосторожности при параллельном движении вагонов на смежных путях (нахождение работника в опасной зоне);
–меры предупреждения наезда на людей при движении вагонами (тендером) вперед;
–обеспечение дежурных стрелочных постов безопасности и работников службы пути при очистке (ремонте) стрелок;
–ответственные за соблюдение техники безопасности во время дежурства в смене и в отдельных районах;
–порядок проведения инструктажа на рабочих местах;
–меры безопасности при обслуживании пневматической почты, при маневровой работе на подъездных путях, грузовом дворе, льдопункте;
–меры электробезопасности;
–вопросы, вытекающие из специфики работы станции (обслуживание маневровых локомотивов одним машинистом, работа составителя без помощника и т.п.).
Технологическому процессу работы станции необходимо давать оценку по степени опасности наезда подвижного состава на людей, работающих на станционных путях.
Станционные пути можно рассматривать как некоторую физи-
ческую систему с дискретными состояниями: П0 — путь свободен; П1 — i-е сечение пути находится в опасной зоне приближающе-
гося подвижного состава; П2 — путь занят движущимся составом; П3 — путь занят стоящим подвижным составом. Точные моменты времени перехода системы из одного состояния в другое заранее указать невозможно. Для анализа такой системы используется аппарат теории случайных процессов.
Основные состояния людей при работе на путях можно квали-
фицировать следующим образом: Л0 — ожидание начала работы во время технологических перерывов; Л1 — проходы по междупутьям, обочинам; Л2 — пересечение колеи пути; Л3 — нахождение в пределах габарита подвижного состава при выполнении технологических
операций; Л4 — проезд на подвижном составе (на подножках, тормозных площадках и т.д.); Л5 — сход и посадка на движущийся подвижной состав.
96
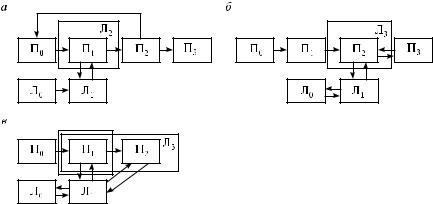
Совместив граф-схему состояний станционных путей при каждом передвижении с соответствующим графом состояний людей (рис. 3.1) и решив уравнения, описывающие совмещенную модель, можно получить количественную оценку вероятности нахождения работников каждой профессии в пределах зоны движения подвижного состава.
Производственный цикл на станции начинается с момента прибытия поезда. Движение людей от дежурного помещения к прибывающему поезду связано с двумя состояниями Л1 и Л2. При этом опасность наезда существует в основном в состоянии Л2 — при пересечении колеи пути, находящегося в состоянии П1. Переход пути в состоянии П3 опасен в момент трогания состава. Вероятность перехода системы из состояний П3 и П2 учитывается при оценке опасности во время обслуживания стоящего на пути состава.
Вероятность возникновения опасной ситуации Рос при пересечении колеи пути за время, в течение которого в месте перехода возможно появление подвижных единиц, оценим как произведение вероятности РЛ2 нахождения человека в пределах рельсовой колеи при переходе пути на вероятность РП того, что место перехода входит в опасную зону. Вероятность РЛ1 нахождения одного чело-
2
века в состоянии Л2 может быть получена по данным хронометражных измерений как отношение суммарной продолжительности
Рис. 3.1. Графы-схемы сортировочных операций:
а — прием поезда; б — роспуск состава; в — торможение отцепов
97
ΣτЛ2 времени нахождения человека в пределах колеи при переходе |
|
путей к продолжительности рабочей смены Т: РЛ2 = ΣτЛ2/Т. Ана- |
|
логичным образом вероятность РЛ2 нахождения пути в состоянии |
|
П1 оценим как отношение времени ΣtП1, когда место возможного |
|
перехода входит в опасную зону, к продолжительности смены Т: |
|
РП |
= ΣtП /Т. Потенциальную производственную опасность оцени- |
1 |
1 |
ваем при наиболее неблагоприятном стечении обстоятельств.
Хронометражные наблюдения показали, что для однократного пересечения станционного пути требуется в среднем τЛ2 = 4,6 с. Для одного работника парка прибытия среднее число заходов в опасную зону nвх определим как отношение среднего времени хода tx от поста к обрабатываемому поезду к среднему интервалу iл между очередными пересечениями путей. Из анализа работы одной из сортировочных станций получены значения iл = 26,8 с, tx = 47,2 с и соответственно nвх = 1,8.
Пусть среднее число принимаемых на станцию поездов в смены Т: РП1 = ΣtП1/Т. Тогда относительное время нахождения в потенциально опасной зоне одного рабочего при приеме поезда
РЛ2 = 2τЛ2 nвх mп/Т = 0,0115, где Т = 43 200 с. Определим относительное время пребывания любого пути
в опасном для перехода состоянии. Для этой цели общее число передвижений в парке прибытия за смену nпр = 100 распределим равномерно по числу lпр = 7 путей парка. Вероятность нахождения пути в состоянии П1 вычислим как отношение произведения τЛ2 на среднее число пП передвижений по данному пути nП = nпр/ /lпр = 100/7 = 14 к продолжительности рабочей смены. Тогда РП1 = = τЛ2 nП/Т = 4,6·14/43 200 = 0,0015.
Определим вероятность возникновения опасной ситуации для работника, занятого при приеме поездов: Рос = РЛ2 РП1 = 0,0115 × × 0,0015 = 0,000017. Зная число работников (N = 12), выходящих на пути обслуживания в парке прибытия, определим математическое ожидание числа людей, находящихся в опасной зоне при этой технологической операции в течение смены: N0 = Рос N = 0,00024. Аналогично рассмотренному можно вычислить опасность наезда для других операций (табл. 3.1).
98
|
|
|
|
Таблица 3.1 |
|
Степень опасности для различных технологических операций |
|||||
|
|
|
|
|
|
Элемент технологиче- |
Число |
Вероятность |
Показатель |
Показатель |
|
ского процесса |
занятых |
возникновения |
опасности |
травматизма |
|
|
людей |
опасной ситуации |
операции |
|
|
Прием поезда, пересе- |
12 |
0,00002 |
0,00020 |
0,00130 |
|
чение путей |
|||||
|
|
|
|
||
Осаживание угловой |
|
|
|
|
|
передачи, сопровож- |
1 |
0,00008 |
0,00008 |
0,00066 |
|
дение |
|
|
|
|
|
|
|
|
|
|
|
Стоянка поезда, тех- |
|
|
|
|
|
ническое обслужива- |
12 |
— |
— |
0,00066 |
|
ние (парк прибытия) |
|
|
|
|
|
|
|
|
|
|
|
Надвиг вагонов |
1 |
0,00210 |
0,00210 |
0,00066 |
|
|
|
|
|
|
|
Роспуск, торможение |
7 |
0,00660 |
0,04620 |
0,01400 |
|
|
|
|
|
|
|
Заезды локомотива, |
1 |
0,00053 |
0,00530 |
0,00130 |
|
сопровождение |
|||||
|
|
|
|
||
|
|
|
|
|
|
Формирование поезда, |
3 |
0,00098 |
0,00296 |
0,00460 |
|
обеспечение |
|||||
|
|
|
|
||
|
|
|
|
|
|
Перестановка сфор- |
|
|
|
|
|
мированных поездов, |
24 |
0,00004 |
0,00096 |
0,00260 |
|
пересечение путей |
|
|
|
|
|
|
|
|
|
|
|
Стоянка поезда, тех- |
|
|
|
|
|
ническое обслужива- |
24 |
— |
— |
0,00130 |
|
ние |
|
|
|
|
|
|
|
|
|
|
|
Отправление поезда, |
14 |
0,00040 |
0,00564 |
0,00066 |
|
пересечение путей |
|||||
|
|
|
|
||
|
|
|
|
|
|
Полученные оценки опасности технологических операций сравним со статистическими данными о травматизме от наездов подвижного состава для той же сортировочной станции, на которой проводились хронометражные наблюдения. Уровень травматизма
СT = nTj / ΣN0jТ,
где nTj — число наездов, зафиксированное при данной операции за период Т = 15 лет;
ΣN0j — среднесписочный контингент работников сортировочной станции.
99
Полученное значение коэффициента корреляции r = 0,54 свидетельствует о довольно тесной связи между расчетным показателем технологической опасности и уровнем травматизма.
3.2.Безопасность при обработке грузовых поездов
вприемоотправочных парках
Типовой график обработки транзитного поезда со сменой локомотива и локомотивной бригады, с укрупненным ремонтом вагонов приведен на рис. 3.2. Порядок и условия выполнения основных операций в приемоотправочных парках почти не зависит от вида поезда, поэтому рассмотрим технологию обработки их с позиции охраны труда на примере этого графика. Как видно из графика, все операции делятся на две группы: подготовительные и выполняемые после прибытия поезда. Если не будут проведены подготовительные операции, то ни одна группа работников, участвующих в обработке поезда, не выполнит свою работу в предусмотренное технологическим процессом время, при этом ухудшаются условия труда и снижается его производительность. Чтобы обеспечить безопасность выполнения операций в приемоотправочных парках, необходимо:
–равномерно подводить и отправлять поезда, не допускать штурмовщины перед отчетным часом;
–организовать предварительную информацию о принимаемых поездах работников пункта технического обслуживания и технической конторы, приемщиков поездов;
–равномерно распределять принимаемые поезда между приемоотправочными парками или путями одного направления, учитывая их техническое оснащение;
–установить определенную систему в передвижениях работников во время работы на путях, правильно оснащать и содержать в чистоте рабочие места;
–рационально размещать на территории станции и оборудовать служебно-технические и бытовые здания и помещения;
–правильно определять нормы времени на выполнение операций с учетом качественного выполнения работы по всем позициям, установленным технологией и должностными инструкциями по профессиям.
100