

Автоматизація під’йомно-транспортного устаткування
Сучасне обладнання для механізації і автоматизації навантажувально-розвантажувальних робіт займає важливе місце в підприємствах торгівлі і ресторанного господарства, оскільки воно дає змогу механізувати і автоматизувати найбільш трудомісткі процеси, пов’язані з переміщенням вантажів.
Промисловістю випускається різне підйомно-транспортне обладнання: легкі ручні візки різної вантажопідйомності і спеціалізовані для перевезення котлів, збирання посуду, при обслуговуванні „шведських столів”, конвеєри різного типу по горизонталі і під певним кутом нахилу, підйомники для транспортування вантажів між поверхами, різноманітне вантажопідйомне обладнання, яке механізує виймання сіток-вкладишів з котлів і капусти з дошників, а також комплекси складського обладнання.
Стрічковий секційний транспортер (рис.60 ) призначений для переміщення використаного посуду з обідніх столів в посудомийне відділення, а також всередині цих відділень в підприємствах ресторанного господарства.
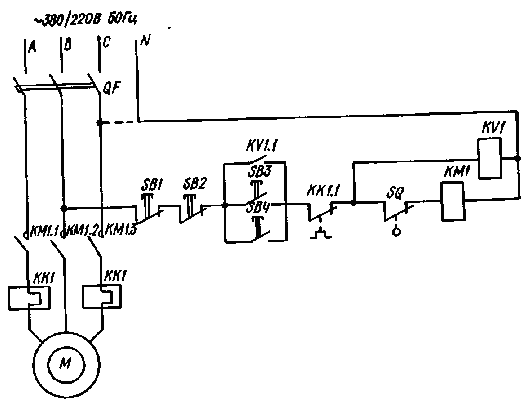
Рис 60 - Принципіальна електрична схема стрічкового транспортера
Підключається транспортер до трьохфазної мережі 380/220В автоматичним вмикачем QF. Пуск лінії здійснюється при натискуванні однієї з двох пускових кнопок SB3 або SB4,розташованих, відповідно, на щиті керування і безпосередньо біля транспортера. При цьому під напругою опиняються обмотки магнітного пускача КМ1 і електромагнітного реле KV1, які спрацьовують. Реле замикаючим контактом KV1.1 блокує кнопки SB3 і SB4, а магнітний пускач замикаючими контактами КМ1.1-КМ1.3 забезпечує подачу напруги на електродвигун транспортера М. Від перенавантаження по струму електродвигун захищений тепловим реле КК1. Посуд на тацях або поштучно ставиться відвідувачами або працівницею на рухому стрічку, яка просуває посуд в мийне відділення, де вона вручну знімається з транспортера. Якщо посуд з транспортера не встигають забрати, то досягнувши кінця транспортера, вона натискує на кінцевий вимикач і розмикає контакт SQ. При цьому обезструмлюється обмотка магнітного пускача КМ1, який відпускає і розмикає контакти КМ1.1-КМ1.3. Електродвигун обезструмлюється і рух стрічки автоматично припиняється. Після зняття посуду з транспортера замикається контакт SQ кінцевим вимикачем і рух транспортера автоматично поновлюється. Повністю зупиняється транспортер при натискуванні однієї з кнопок SB1 або SB2 „Стоп”.
Підйомник безперервної дії призначений для транспортування штучних вантажів між двома суміжними поверхами в підприємствах торгівлі і ресторанного господарства. Підйомник складається з елеватора,верхнього і нижнього рольгангових столів. Може бути також використаний в комплексі з одним або двома транспортерами,що монтуються в верхній або нижній частині підйомника і можуть бути використані для завантаження і вивантаження вантажів. В цьому випадку замість рольгангового стола на кронштейнах кріпиться пластинчастий транспортер. Переміщення вантажу з рольгангового стола на чергову вантажну площадку здійснюється вручну, а розвантаження останньої на рольганг або транспортер - автоматично. При установленні транспортерів в верхній і нижній секціях конвеєра процес міжповерхового переміщення вантажу повністю автоматизується.
Принципову електричну схему розглянемо на прикладі підйомника типу ПНД-2 (рис.61).
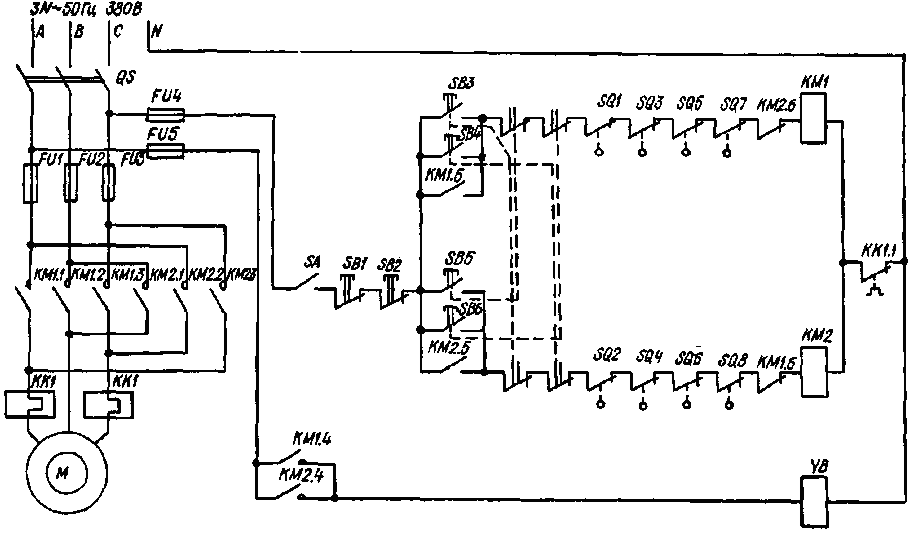
Рис 61 - Принципова електрична схема підйомника типу ПНД-2
Підключається підйомник до трьохфазної мережі 380В пакетним вмикачем QS.Електродвигун підйомника М має захист від струмів короткого замикання (запобіжники FU1-FU3 )і від перенавантаження по струму (теплове реле КК1). Напруга в коло керування подається через запобіжники FU4 I FU5 при замиканні контакту пакетного вмикача SA. При натискуванні однієї з пускових кнопок SB3 або SB4 отримує живлення обмотка магнітного пускача КМ1,яка спрацьовує і замикаючим контактом КМ1.5 самоблокується, контактом КМ1.4 включає електромагнітний тормоз, а контактами КМ1.1-КМ1.3 забезпечує подачу напруги на електродвигун М привода. Здійснюється підйом вантажу вгору. Столи підйомника на рівні поверху зупиняються автоматично за допомогою кінцевих і аварійних вмикачів SQ1-SQ4.При натискуванні однієї з пускових кнопок SB5 або SB6 отримує живлення обмотка магнітного пускача КМ2,яка спрацьовує і замикаючими контактами КМ2.1-КМ2.3 міняє між собою фази А і С для реверса електродвигуна М підйомника,контактом КМ2.4 вмикає електромагніт тормоза, контактом КМ2.5 самоблокується, а розмикаючим контактом КМ2.6 розриває коло живлення обмотки магнітного пускача КМ1. Магнітний пускач КМ1 відпускає і його контакти повертаються в вихідне положення. Починається спуск вантажу вниз. На рівні поверху столи підйомника зупиняються за допомогою кінцевого і аварійного вмикачів SQ5-SQ8. В схемі
застосовані електричні блокування від одночасного вмикання двох магнітних пускачів за допомогою їх розмикаючих контактів КМ1.6 і КМ2.6 і розмикаючих контактів пускових кнопок SB3-SB6. Для термінової зупинки підйомника натискують одну з кнопок SB1 або SB2 „Стоп”.