

4.7. Точечная электродуговая сварка
Преимущество электродуговой сварки в противоположность сварке расщепленным электродом состоит в том, что переходное сопротивление между электродом и деталью не влияет на параметры сварки. Передача тепла при расплавлении нижней из соединяемых деталей происходит только за счет теплопередачи, поэтому вывод элемента и контактная площадка печатной платы должны находиться в хорошем термическом контакте, который обеспечивается специальным прижимом. Для свободно горящей дуги минимальный ток составляет около 1 А при напряжении 450...550 В. Чистое время сварки составляет около 30 мс. Принимая во внимание время, необходимое для позиционирования, на печатной плате может быть выполнено 12 микросварок с шагом 1,27 мм в течение 1 с (рис. 4.13).

Рис. 4.13. Принцип точечной электродуговой сварки
Точечная электродуговая монтажная микросварка характеризуется наличием кратковременно зажигаемой электрической дуги, которая образуется между вольфрамовым электродом и деталью. Зажигание дуги происходит при:
• соприкосновении электрода с деталью и отвода его;
• высокочастотной ионизации воздушного зазора.
За этим следует выключение сварочного импульса.
Благодаря омыванию места сварки аргоном достигается чистая и блестящая поверхность точечной сварки.
Недостаток электродуговой микросварки — использование высоких напряжений разряда, противопоказанного современным микросхемам.
4.8. Сварка микропламенем
Эта микросварка основана на подаче в зону свариваемого шва остронаправленного пламени диаметром менее 0,5 мм, вызывающего расплавление соединяемых поверхностей. Наиболее удобно использовать пламя горения водорода в кислороде, температура которого 3400 °С. Стехиометрическое соотношение этих газов обеспечивают электролитическим разложением дистиллированной воды в газообразователе, входящем в состав установки для сварки. Для увеличения производительности газовыделения (разложения воды) в воду добавляют гидроокись калия.
Горелка — тонкое сопло в виде медной трубки с внутренним диаметром 0,3- 0,4 мм.
Поскольку водород и кислород образуются из воды в точном химическом соотношении, происходит полное сгорание водорода в кислороде. Продуктом реакции является только вода.
Газ можно обогащать парами метанола для повышения теплотворной способности пламени.
Максимальная плотность мощности - 104 Вт/см2.
4.9. Лучевая микросварка
Лучевая микросварка основана на сильном локальном нагреве соединяемых материалов или сфокусированным лучом лазера (лазерная сварка), или пучком электронов (электроннолучевая сварка), или потоком ионов (плазменная сварка). При этих способах сварки плавлением желателен лишь тепло-физический контакт между деталями в зоне сварки.
В качестве источников излучения используют газоразрядные лампы высокого давления, отличающиеся близкой к точечной зоной горения, которую удобно фокусировать на малоразмерный объект сварки (рис. 4.14).

Рис.4.14. Принцип лазерной сварки: 1 – источник света; 2- активное тело лазера;
3- система линз; 4 – выводы микросхем.
Вместе с тем их спектр излучения хорошо согласуется со спектром поглощения большинства металлов и расходится со спектром поглощения диэлектриков, что очень удобно для пайки компонентов на печатных платах.
Дозирование энергии производят с помощью фотозатворов.
Важные преимущества лучевой микросварки:
• отсутствие непосредственного контакта с зоной пайки;
• достаточно большое расстояние до объекта пайки;
• возможность сварки через прозрачные стенки и среды, что необходимо для условий вакуумной гигиены.
Лучевая сварка лазерным лучом отличается гораздо большей плотностью энергии - до 109 Вт/см2. При этой плотности энергии испаряются все применяемые для соединений металлы.
Благодаря незначительной дивергенции (расхождении) лазерного луча его энергию можно сконцентрировать в пятно диаметром до 10 мкм. Так как импульс лазера можно сделать очень коротким, процесс нагрева элементов сварки сводится к адиабатическому, то есть потери на теплоотдачу во внешнюю среду во время сварки отсутствуют.
Энергия светового луча адсорбируется на поверхности свариваемых деталей и переходит в тепло. Глубина, в которой поглощается энергия, небольшая — всего 5...50 нм. В процессе интенсивного нагрева выделяются пары сублимирующих металлов, которые затеняют луч для дальнейшего расплавления соединения. Поэтому часто излучение лазера модулируют, создавая паузы для рассасывания паров.
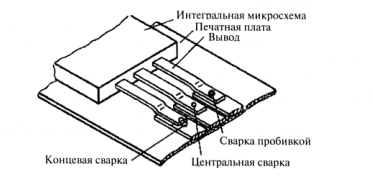
Рис. 4.15. Разновидности монтажной лазерной сварки
Разновидности форм соединений при сварке планарных выводов на контактные площадки печатных плат (рис. 4.15):
• концевая сварка – лазерный луч расплавляет конец вывода и частично контактную площадку;
• центральная сварка – лазерный луч направлен только на вывод и должен его проплавить;
• сварка с пробивкой отверстия – лазерный луч проплавляет отверстие и через него – часть контактной площадки.
Ремонтно-пригодной является концевая сварка, для этого она и предназначена. Но попасть лучом в край вывода очень сложно. Позиционирование легче осуществить при центральной сварке.
Типичные режимы лазерной сварки:
• энергия импульса...................................1...2 Вт/с;
• длительность импульса..........................4...8 мс;
• диаметр пятна нагрева...........................~200 мкм.
Серьезным недостатком лучевой сварки и пайки является недоступность нагрева J-выводов и BGA-компонентов.
Литература
1. Коледов Л.А. Технология и конструкции микросхем, микропроцессоров и микросборок. Учебник для вузов. –М.: Радио и связь, 1989.
2. Свифт К.Г., Буккер Дж.Д. Выбор процесса. От разработки до производства: – М.: Издательский Дом «Технологии», 2006.
3. Шмаков М.В. Микросварка при производстве микросборок. // Технологии в электронной промышленности, 2006 №№ 5–6.
4. Майк Джюд, Кейт Бриндли. Пайка при сборке электронных модулей: – М.: Издательский Дом «Технологии», 2006.