

5.2.5. Современное применение накрутки
Сегодня накрутка широко используется для реализации переменной части монтажа на унифицированных платах, когда нужно создавать модификации изделий за счет добавления связей к общей для всех модификаций массе соединений. Доля соединений, добавляемых накруткой, в этом случае не превышает 10%.
Соединения накруткой могут также успешно применяться и для изготовления паяных соединений, т.е. опаиванием накрученного провода. На од ном штыре можно также разместить и паяное соединение многожильного провода, и накрученный одножильный провод (рис. 5.6). Пайка по понятным соображениям должна предшествовать накрутке.
Соединения накруткой хорошо сочетаются с технологией впрессовыванием штырей в отверстия. Тогда монтаж вообще обходится без процессов пайки или сварки. Крупные коммутационные блоки и стойки аппаратуры связи монтируются именно таким образом.
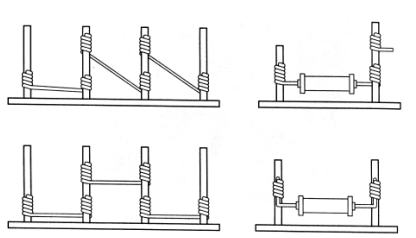
Рис. 5.6. Разнообразие разводки проводов при выполнении соединений накруткой
5.3. Соединение скручиванием и намоткой
Старым, но успешно использующимся еще поныне способом обеспечения электрического контакта является скручивание концов проводов со снятой изоляцией способами, показанными на рис. 5.7. Это самое простое и самое доступное соединение, не обладающее большой надежностью, но не требующее специальной оснастки для его выполнения.
Этот способ в основном используется в телефонии и сильноточной про-мышленности для соединения оголенных проводов в высоковольтных линиях передач. Однако расширяющееся использование алюминиевых проводов с прочной окисной пленкой делает соединение скручиванием ненадежным.
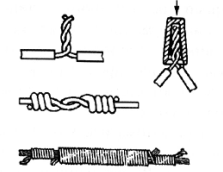
Рис. 5.7. Соединения методом скруток
5.4. Винтовое соединение
В соединениях под винт усилие сжатия возникает при затяжке винта. Возникающая в винтовых соединениях запас упругости обеспечивает необходимое усилие для того, чтобы контактная поверхность не снизилась ниже определенного значения, при котором соединение теряет газостойкость. Винтовым способом можно соединять и алюминиевые провода, поскольку окисные пленки под вращающимся винтом разрушаются и герметизируются.
Как и в любом соединении, необходимо упругой частью деформации сжатия предотвратить релаксацию (текучесть) материалов конструкций. Поэтому целесообразно использовать соединительные элементы, изготовленные из фосфористой бронзы или твердой латуни.
5.5. Зажимное соединение сжатием («термипойнт»)
Этот тип соединений был разработан фирмой Aircraft Marine Products (AMP) в начале 60-х гг. Этим методом провода закрепляют в начале и конце соединения (Termination from point to point). Соединение образуется защемлением провода на штыре специальной клипсой — зажимом (рис. 5.8). Пружинные захваты зажима прижимают провод к штырю с силой около 200 МПа. Поэтому соединение, имеющее относительно небольшую поверхность контактирования, газонепроницаемо и механически устойчиво.
Производительность метода в полуавтоматическом режиме 400—500 соединений в час.
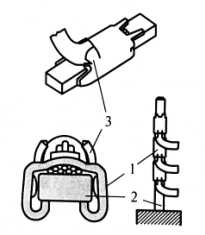
Рис.5.8. Соединение типа «термипойнт»