


перемещений инструментов (заготовок) в исходное рабочее положение, устройств для быстрой смены инструментов, автоматизация управления ходом операции являются основными мерами по непосредственному сокращению вспомогательного времени.
К уменьшению оперативного времени приводит полное или частичное совмещение вспомогательных переходов с выполнением основных переходов. Примером такого совмещения может служить установка очередной заготовки на одном конце поворотного стола фрезерного станка в то время, как на другом его конце идет обработка предшествующей заготовки. По окончании обработки стол поворачивается на 180°, начинается обработка очередной заготовки, а на свободном конце стола обработанная заготовка заменяется новой.
Совмещение времени установки заготовки с ее обработкой может быть получено при "маятниковой" обработке (рис. 9.7). Сущность ее заключается в том, что во время обработки одной заготовки, установленной на одном конце стола станка, осуществляется смена другой, установленной на другом конце стола и ранее обработанной.
Рис. 9.7. Схема "маятниковой" обработки
С основными переходами могут быть совмещены замена инструментов в инструментальных магазинах, измерения заготовок в ходе обработки, изменения режимов обработки и другие вспомогательные приемы. Полное совмещение вспомогательных приемов с основными приводит к тому, что оперативное время становится равным основному технологическому времени:
tо п = tо . т
Структуры временных связей в операциях технологического процесса
Структуры оперативного времени в операциях могут отличаться в зависимости от способов выполнения основных переходов; степени совмещения с основными переходами выполнения вспомогательных переходов; числа потоков, дублирующих выполнение одинаковых переходов при изготовлении одноименных изделий.
Параллельный способ обработки характеризуется одновременностью обработки поверхностей заготовки многими инструментами, поэтому основное технологическое время равно наибольшему
времени обработки одной или нескольких поверхностей, равноценных по затратам времени:
tо.т toiнб
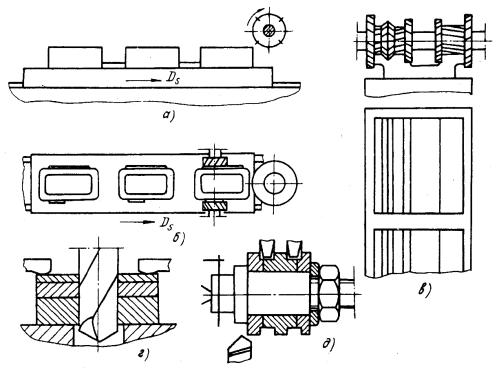
На рис. 9.8 приведены примеры использования трех способов осуществления основных переходов при многоместной обработке заготовок одинаковых (рис. 9.8, а, б, в) и разных деталей (рис. 9.8, г, д). Оперативное время tо п , приходящееся при многоместной обработке на одну заготовку, будет
равно оперативному времени tопn обработки п заготовок, отнесенному к числу
п:
tоп tопn / n
Рис. 9.8. Три способа осуществления основных переходов при многоместной обработке
Затраты времени tв на выполнение вспомогательных переходов могут быть разложены на составляющие их элементы:
tв = tс . у + tу п р + tх + tк
где tс . у – время, затрачиваемое на установку и съем заготовки; tу п р – время, затрачиваемое на управление станком и приспособлением; tх – время вспомогательных ходов (подводов заготовки к инструментам или наоборот, поворотов и фиксации положения столов, револьверных головок, смены инструментов и т.п.); tк – время, затрачиваемое на контроль за ходом технологического процесса.
Для упрощения структуры вспомогательного времени представим его в виде двух слагаемых: tс . у и tх , включив в состав последнего все остальные виды вспомогательных переходов. Будем считать, что
tв = tс . у + tх
Вспомогательные переходы могут сочетаться с основными переходами при всех способах выполнения основных переходов и быть А – несовмещенными, Б – частично совмещенными, В – полностью совмещенными.

Когда ни основные, ни вспомогательные переходы не совмещены, оперативное время
p |
s |
tоп toi tс.у txj |
|
i 1 |
j 1 |
где s – число вспомогательных ходов.
Совмещение затрат времени tc . y на установку заготовки и съем детали с основными переходами возможно при наличии на станке отдельной установочной позиции. Такие позиции обычно предусмотрены на многопозиционных станках, примером которых может быть четырехпозиционвый агрегатный станок с поворотным столом (рис. 9.9).
Рис. 9.9. Совмещение с основными переходами установки (съема) заготовки на четырехпозиционном агрегатном станке
Рис. 9.10. Полное совмещение установки (съема) заготовки и вспомогательных переходов с основными
Полное совмещение t c . y и t x со временем выполнения основных переходов достигается в непрерывных процессах, характеризуемых непрерывностью перемещения заготовок с рабочей подачей. Примерами непрерывных процессов могут быть бесцентровое шлифование поршневых