

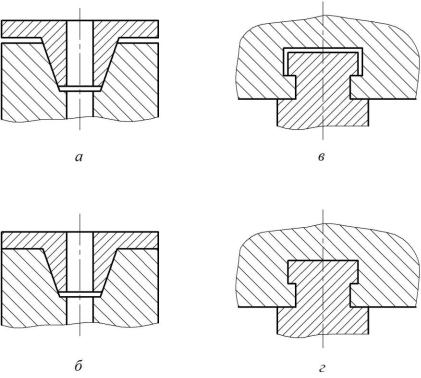
Рис. 11.11. Примеры необходимого и достаточного количества сопрягаемых поверхностей.
Повышение необходимого числа сопрягаемых поверхностей ведет к резкому увеличению трудоемкости сборки (рис. 11.11,б-г). Следует отметить, что такое трудоемкое соединение, как сопряжение по конусу к торцу, необходимо, когда длина конуса недостаточна для того, чтобы исключить перекос сопрягаемых деталей, в частности при центрировании планшайб на шпинделях револьверных станков.
Значительно снижают трудоемкость сборочных работ средства механизации. Поэтому конструкцией обеспечивают возможность подвода механизированного инструмента к местам выполнения соединений. Эффективность применения средств механизации повышается если в одном узле элементы крепежных деталей нормализованы и унифицированы.
Разработка последовательности сборки машины
Для установления последовательности сборки машины необходимо проанализировать ее конструкцию и выявить сборочные единицы, входящие в ее состав. В зависимости от сложности конструкции сборочные единицы подразделяют на комплекты, подузлы и узлы.
П о д ко м п ле кт о м понимают сборочную единицу, к базирующей детали которой присоединены одна или несколько других деталей. Примерами комплектов могут служить резцедержатель (рис. 11.12) с ввернутыми в него винтами для закрепления резцов и с запрессованными втулками, служащими для фиксации резцедержателя в четырех положениях, а также верхняя часть суппорта с запрессованной в него осью, на которую насаживают резцедержатель.
П о д уз ло м называют сборочную единицу, на базирующую деталь которой установлены несколько деталей и не менее одного комплекта. Примером подузла может быть верхняя часть суппорта с резцедержателем, смонтированным на нем и представляющим собой комплект.
Положив в основу дельнейшего усложнения сборочных единиц присоединение
кбазирующей детали, как минимум, одной предшествующей сборочной единицы, получим следующие более сложные сборочные единицы.
Уз е л п е р во г о п о р я д ка представляет собой базирующую деталь, на которой
смонтирован хотя бы один подузел, несколько комплектов и деталей. Примером узла первого порядка может служить суппорт, на базирующей детали (салазках) которого смонтированы верхняя часть суппорта (подузел), ходовые винты и гайки, маховики с рукоятками и пр.
Следующей по сложности сборочной единицей является узел второго порядка. На его базирующей детали смонтированы один или несколько узлов первого порядка, подузлов, комплектов и деталей. Примером узла второго порядка может служить каретка токарного станка, к базирующей детали которой присоединен фартук, являющийся узлом первого порядка, поперечный суппорт и т.д. В машинах встречаются узлы и более высоких порядков.
Последней наиболее сложной сборочной единицей является сама машина, на базирующей детали которой смонтированы не менее чем узел высшего порядка, узлы, подузлы, комплекты и отдельные детали. Примером машины может служить токарный станок.
Основой любой сборочной единицы является базирующая деталь. Ее функции сводятся не только к соединению одних сборочных единиц и деталей с другими, но и к обеспечению их относительного положения в машине.
С установки базирующей детали начинается сборка любой сборочной единицы, если только ее монтаж не осуществляется непосредственно в машине. После установки базирующей детали на нее последовательно устанавливают все сборочные единицы и детали.
Конструктивное разнообразие машин ограничивает возможность выдачи общих рекомендаций по установлению последовательности их сборки.
Последовательность сборки машин разного назначения в основном зависит от специфики их конструкций. Однако существуют следующие некоторые общие положения, которых надо придерживаться, разрабатывая технологию сборки конкретной машины.
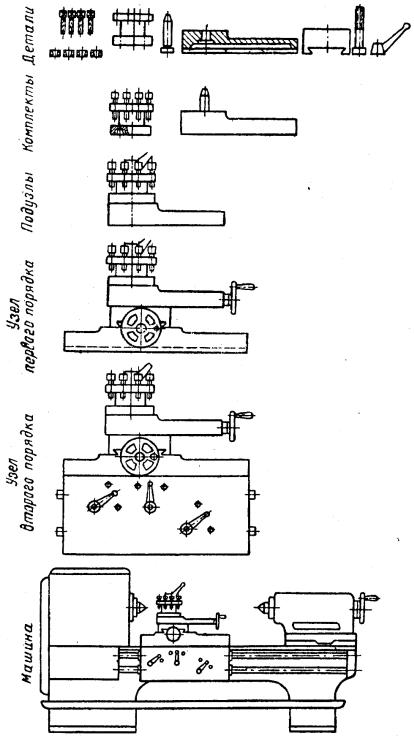
Рис. 11.12. Виды сборочных единиц
1.Сборку следует начинать с формирования тех размерных цепей, с помощью которых в машине решаются наиболее ответственные задачи.
2.При наличии параллельно связанных размерных цепей их построение в машине следует начинать с установки деталей, размеры которых являются общими звеньями.
3.При сборке сборочной единицы последовательность установки деталей должна быть таковой, чтобы ранее смонтированные детали не мешали установке последующих деталей.
4.Необходимо стремиться к тому, чтобы в процессе сборки машины были минимальными частичные разборки сборочных единиц.
5.При достижении точности замыкающих звеньев размерных цепей методом пригонки пригоночные работы нужно выполнять вне собираемого объекта.
6.Последовательность сборки машины и ее сборочных единиц должна соответствовать избранным виду и форме организации производственного процесса.
Наметив последовательность сборки машины, следует проверить возможность ее соблюдения на реальной машине. Такая проверка может потребовать внесения в разработанную технологию существенных поправок.
Последовательность сборки машины удобно отображать графически в виде схемы сборки. Схема сборки является оперативным документом, по которому персонал сборочного цеха знакомится с последовательностью сборки новой машины, организует процесс сборки, ведет комплектование сборочных единиц и их подачу в надлежащей последовательности к местам сборки, а также помогает решать другие организационные и управленческие задачи.
Конструкция большинства машин не позволяет вести их сборку без частичной разборки сборочных единиц, поступающих на общую сборку в собранном виде, поэтому в схему сборки необходимо включать и все неизбежные по ходу технологического процесса разборки сборочных единиц.
Схема сборки и разборки должна быть наглядной и отражать последовательность сборки машины во времени. Этим требованиям в наибольшей мере отвечает схема сборки, построенная следующим образом.
Лист бумаги по горизонтали делят на несколько зон для деталей, комплектов, подузлов, узлов и машины. Каждому из элементов, составляющих машину, дают условное обозначение в виде геометрической фигуры. Например, детали могут быть обозначены прямоугольниками, комплекты квадратами и т.д. В фигуры вписывают номера деталей и сборочных единиц, присвоенные их чертежами. Отображение общей сборки машины так же, как и любой сборочной единицы, следует начинать с базирующей детали. Вертикальной линией базирующая деталь сносится в зону машины или сборочной единицы соответствующего типа. Затем в зоне деталей проставляют номера деталей первой сборочной единицы, входящей в состав машины, и вертикальными линиями их сносят на уровень отведенной для нее зоны. Далее теми же приемами показывают вхождение данной сборочной единицы, наряду с другими деталями и сборочными единицами, в состав более сложной сборочной единицы и т.д.
Содержание и последовательность выполнения технологического процесса сборки изделия, применяемые приспособления и инструменты, разряд работ, нормы времени и прочие сведения отражают в технологических документах: операционных и маршрутных картах, ведомостях операций и др. Требования к формам и заполнению технологических документов регламентированы ГОСТ 3.1118–82, ГОСТ 3.1119–83, ГОСТ 3.1121–84, ГОСТ
3.1407–86 и др.
Разработка технологических схем сборки
Технологическая схема сборки показывает, в какой последовательности необходимо выполнять соединение и закрепление деталей и узлов, из которых состоит изделие.
Технологическая схема сборки в наглядной графической форме выражает маршрут узловой и общей сборки, значительно облегчает последующее проектирование технологического процесса сборки, позволяет оценить технологичность конструкции изделия с точки зрения возможности расчленения сборки на узловую и общую.
Последовательность общей сборки изделия определяется:
-конструктивными особенностями;
-методами достижение требуемой точности конструкции;
-принятой формой организации производства.
При разработке технологической схемы сборки руководствуются следующими указаниями.
1. По чертежам изделия и спецификации необходимо выявить все составляющие ее сборочные единицы (узлы, подузлы, комплекты). Наибольшее количество ошибок делается при выявлении единиц (узлов). Характерным признаком узла (т.е. любой сборочной единицы изделия) является возможность сборки его независимо от других элементов изделия. Сборка узла является незаконченной, если сделано присоединение деталей друг к другу, но не выполнено их закрепление. Узел после сборки должен представлять собой единое целое, не распадающееся при перемене положения. Так, соединение вала со втулкой по посадке скольжения не является узлом. При изменении положения, например, при транспортировании такой узел может распасться на составляющие его детали.
При разбивке изделия на сборочные единицы руководствуются следующими соображениями
[2]:
-сборочная единица не должна быть слишком большой по габаритным размерам и массе или состоять из значительного количества деталей и сопряжений; в то же время излишнее “дробление” машины на сборочные единицы не рационально, так как это усложняет процесс комплектования при сборке, создает дополнительные трудности в организации сборочных работ;
-если в процессе сборки требуется проведение испытаний, обкатка, специальная слесарная пригонка части изделия, это обуславливает целесообразность выделения ее в особую сборочную единицу;
-сборочная единица при следующем монтировании ее в машине не должна подвергаться какой-либо разборке, а если этого избежать нельзя, то соответствующие разборочные работы необходимо предусмотреть в технологии;
-большинство деталей машины, исключая ее главные базовые детали (станины, раму и пр.) а также крепежные детали должны войти в те или иные сборочные единицы, с тем, чтобы сократить количество отдельных деталей, подаваемых непосредственно на общую сборку;
-трудоемкость сборки для большинства сборочных единиц должна быть примерно одинаковой.
Для выявления сборочных единиц необходимо выполнить разборку изделия, установив при этом, какие части изделия можно снять в собранном виде.
2. Общую сборку изделия и сборку любой сборочной единицы следует начинать с установки на сборочном стенде или конвейере базирующей детали, в ряде случаев роль базирующей детали может выполнять комплект или даже более сложная сборочная единица.
3.Смонтированные в первую очередь сборочные единицы и детали не должны мешать установке последующих деталей и сборочных единиц.
4.В первую очередь необходимо монтировать сборочные единицы и детали, выполняющие наиболее ответственные функции в работе изделия.
5.При наличии параллельно связанных размерных цепей сборку следует начинать с установки тех сборочных единиц и деталей, размеры или относительные повороты поверхностей которых являются общими звеньями и принадлежат большему количеству размерных цепей.
6.Конструкции большинства машин не позволяют вести их сборку без предварительной частичной разборки их сборочных единиц, поступающих на общую сборку в собранном виде. Поэтому при построении схемы сборки в нее необходимо включать и все неизбежные по ходу технологического процесса разборки сборочные единицы.
7.Для облегчения построения схемы сборки рекомендуется мысленно выполнить разборку изделия и записать ее последовательность. Элементы и соединения, которые можно снять в неразобранном виде, представляют собой сборочные единицы. Произведя запись в обратном порядке получают технологическую схему общей сборки.
8.При составлении технологической схемы сборки необходимо рассмотреть возможные варианты последовательности сборки и выбрать лучший, т.е. обеспечивающий заданную точность, более удобный, производительный и экономичный.
Схему общей сборки изделия строят следующим образом.
Лист бумаги делят на зоны: деталей, комплектов, подузлов и узлов.
Каждый элемент, входящий в изделие, обозначается прямоугольником, разделенным на три части, в которых записывают:
-наименование элемента;
-количество данных элементов;
-индекс элемента.
В качестве индекса для детали принимают ее номер по спецификации. Для сборочных единиц – групп (узлов) – номер базовой детали по спецификации, перед которым ставят буквы СБ (например, СБ.5).
Для подгрупп (подузел) различных порядков – номер базовой детали по спецификации, перед которым ставят цифру, обозначающую порядок подгруппы и буквы СБ (например, 1СБ.16).
Местоположение условных обозначений деталей и сборочных единиц показывает последовательность из поступления на сборку.
Линии со стрелками обозначают направление их движения и характер выполняемого процесса сборки или разборки.
Технологическая схема сборки снабжается надписями, поясняющими основные работы, выполняемые при сборке. Короткие надписи делают на выносимых линиях, которые проводя от линии сборки. Длинные надписи выносят в примечания, которые обозначают порядковыми номерами, проставленными у места присоединения соответствующих прямоугольников к линии сборки. Примеры надписей: шабрить, сверлить, развернуть, регулировать, пригнать перед сборкой, развернуть отверстия под штифты после пригонки рейки, застопорить обе гайки, завести фланец в отверстие суппорта и поворотом установить беззазорное зацепление: сверлить и развернуть отверстия под конический штифт; отрегулировать натяжку клина. На рис. 11.13 приведен пример технологической схемы общей сборки изделия –
шпиндельного узла станка 1К282, а на рис. 11.14 – технологические карты сборки фланца СБ.65 шпиндельного узла станка 1К282.
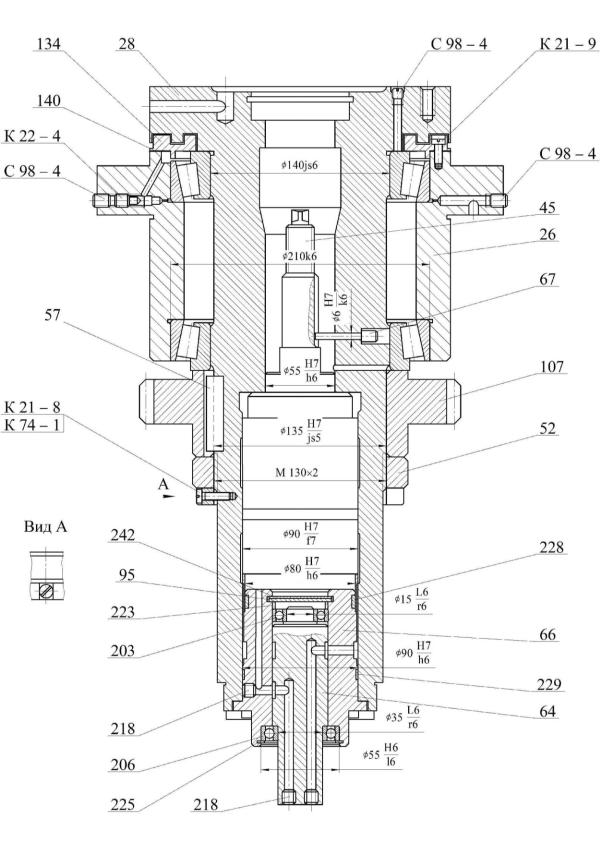
Рис. 11.13. Шпиндельный узел токарного восьмишпиндельного полуавтомата 1К282
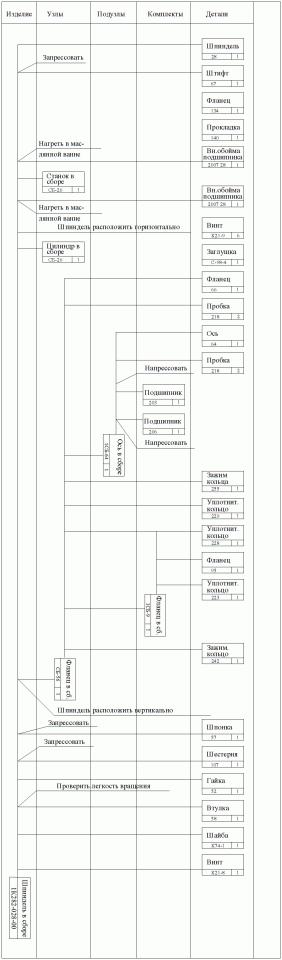
Рис. 11.14. Последовательность сборки шпиндельного узла