

53
Задача решается пятью методами достижения требуемой точности замыкающего звена с целью их сопоставления.
7.3.1. Метод полной взаимозаменяемости
При этом методе должно быть соблюдено условие
|
|
m 1 |
|
|
|
|
|
|
|
ξAi |
TAi TA |
|
|
|
|
i 1 |
|
|
|
|
в линейной размерной цепи |ξAi| = 1. |
|
|||||
|
Учитывая степень сложности дости- |
|
||||
жения требуемой точности составляющих |
|
|||||
звеньев, |
устанавливаем |
подбором: |
|
|||
TA1 |
= 0,03 мм, ТA2 = 0,15 мм, ТA3 |
= 0,02 мм. |
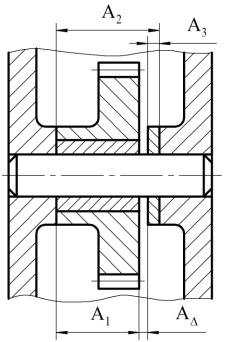
Рис. 7.1. Размерная цепь, определяющая |
|||
|
Принимаем координаты середин по- |
|||||
|
величину осевого зазора А |
|||||
лей |
|
допусков |
0A1 = −0,015 мм, |
|||
|
|
|||||
0A2 = +0,075 мм.
Координату середины поля допуска третьего звена находим из уравне-
ния:
|
|
|
|
|
|
|
|
|
|
n |
|
m 1 |
|
|
|
|
||
|
|
|
|
0А |
0Ai |
0Ai 0A1 |
0A2 0A3 |
|||||||||||
|
|
|
|
|
|
|
|
|
|
i 1 |
|
n 1 |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
0,1 = 0,015+0,075− |
0A3 |
|||||
Следовательно, |
|
|
0A3= −0,01 мм. |
|
|
|
|
|||||||||||
Правильность назначения допусков проверяем по формулам (7.7),(7.8) |
||||||||||||||||||
настоящего пособия, |
представив значения 0A и ТAΔ соответственно через |
|||||||||||||||||
0Ai и ТAi установленные при расчѐте допусков: |
||||||||||||||||||
|
|
нA |
|
0А |
|
TA |
|
0,015 0,075 0,01 |
0,03 0,15 0,02 |
0; |
||||||||
|
|
|
|
|
||||||||||||||
|
|
|
|
|
2 |
|
|
|
|
2 |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
вA |
|
0A |
|
TA |
0,015 0,075 0,01 |
0,03 0,015 0,02 |
0,2 мм |
||||||||||
|
|
|||||||||||||||||
|
|
|
|
|
2 |
|
|
|
|
|
|
|
2 |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Сопоставление с условиями задачи показывает, что допуски установлены верно.

54
7.3.2. Метод неполной взаимозаменяемости
Задаѐм значения коэффициента риска t и относительного среднего квадратического отклонения λАi .
Допустим, что в данном случае риск Р = 1%, при котором t = 2,57, экономически оправдан.
Полагая, что условия изготовления деталей таковы, что распределение отклонений размеров будет близким к закону Гаусса, принимаем: λ2Ai = 1 ∕ 9.
Учитывая трудности достижения требуемой точности каждого составляющего звена, устанавливаем подбором следующие величины полей допус-
ков: TA1 = 0,1 мм; TA2 = 0,20 мм; TA3 = 0,06 мм.
Правильность подбора допусков можно проверить по формуле (7.4):
|
|
|
m 1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ТА t |
|
A2 i 2AiTA2i 2,57 |
|
1/ 9(0,12 0,22 |
0,062 ) 0,2 мм |
||||||||||||
|
|
|
i 1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Устанавливаем |
следующие |
координаты середин полей допусков: |
|||||||||||||||
0A1 = 0; 0A2 = 0,l мм. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Значение |
0A3 находим из уравнения: |
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
0AΔ = − |
0A1+ 0A2− 0A3 |
|
|
|||||||||
|
|
|
|
|
|
0,1 = 0+0,1− |
0A3; |
|
|
||||||||
|
|
|
|
|
|
|
0A3 = 0 |
|
|
|
|
|
|
|
|
||
Правильность установленных допусков может быть проверена по фор- |
|||||||||||||||||
мулам: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
m 1 |
|
|
|
|
|
|
|
|
|
|
||||
|
n |
|
m 1 |
2 |
|
|
|
|
|
||||||||
|
|
|
|
TAi |
|
|
|
|
|||||||||
нAi |
( 0Ai |
0Ai ) t |
|
|
A2 i 2Ai ( |
) |
0,1 0,1 0 мм |
||||||||||
|
|
|
|
||||||||||||||
|
i 1 |
|
|
n 1 |
|
|
|
|
i 1 |
2 |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
n |
m 1 |
|
m 1 |
2 |
|
|
|
|
|
|||||||
|
|
|
TAi |
|
|
|
|
|
|||||||||
вAi |
( |
0Ai 0Ai ) t |
|
A2 i 2Ai ( |
) |
0,1 0,1 0,2 мм |
|||||||||||
|
|
||||||||||||||||
|
i 1 |
|
|
n 1 |
|
|
|
|
i 1 |
2 |
|
|
|
|
|
||
Предельные отклонения размеров составляющих звеньев:
А1±0,05; А2+0,2; А3±0,03.

55
7.3.3. Метод групповой взаимозаменяемости
При решении задачи методом групповой взаимозаменяемости, прежде всего, необходимо установить число групп, на которые должны быть рассортированы детали после изготовления, и значение производственного допуска замыкающего звена T΄AΔ.
Допустим, что расширение TAΔ в три раза в данном случае является экономически обоснованным, в связи с чем число групп п равно 3.
Таким образом, T΄AΔ = TAΔ∙n = 0,2∙3 = 0,6 мм
При расчѐте допусков должно быть соблюдено условие (табл. 7.2):
k |
|
|
m 1 |
|
|
|
i |
Ti |
i |
Ti , |
|
i 1 |
|
|
k 1 |
|
|
где k − количество увеличивающих звеньев; Ti и Ti − допуски увеличивающих и уменьшающих звеньев. Согласно этому условию
T'А2 T'А1 T'А3
Учитывая, что T΄A = T΄A1 + T΄A2 + T΄A3, примем
T'А2 T'А1 T'А3 12T'А
Отсюда T'А2 12T'А 0,3 мм и T'А1 T'А3 12T'А 0,3 мм
Сообразуясь со степенью сложности изготовления деталей, установим T΄A1 = 0,24 мм и T΄A3 = 0,06 мм. Устанавливаем поля допусков и координаты их середин для деталей каждой группы (табл. 7.3).
Таблица 7.3
Значения допусков и координат их середин
Группа |
TA1 |
0A1 |
TA2 |
0A2 |
TA3 |
0A3 |
TAΔ |
0AΔ |
|
|
|
|
|
|
|
|
|
I |
0,08 |
−0,04 |
0,1 |
+0,05 |
0,02 |
−0,01 |
0,2 |
+0,1 |
|
|
|
|
|
|
|
|
|
II |
0,08 |
+0,04 |
0,1 |
+0,15 |
0,02 |
+0,01 |
0,2 |
+0,1 |
III |
0,08 |
+0,12 |
0,1 |
+0,25 |
0,02 |
+0,03 |
0,2 |
+0,1 |
При назначении координат середин полей допусков уравнение (7.2) должно иметь следующий вид:
56
0AΔ = − 0A1+ 0A2− 0A3
Две последние колонки табл. 7.3 показывают, что при соединении деталей в каждой из групп требуемые пределы зазора будут обеспечены.
Предельные отклонения размеров составляющих звеньев приведены в табл. 7.4.
Таблица 7.4
Значения предельных отклонений составляющих звеньев
Группа |
А1 |
А2 |
А3 |
|
|
|
|
|
|
I |
−0,08 |
+0,1 |
−0,02 |
|
|
|
|
|
|
II |
+0,08 |
+0,2 |
+0,02 |
|
+0,1 |
||||
|
|
|
||
III |
+0,16 |
+0,3 |
+0,04 |
|
+0,08 |
+0,2 |
+0,02 |
||
|
7.3.4. Метод пригонки
Для достижения требуемой точности зазора методом пригонки выберем в качестве компенсирующего звена размер А3 проставочного кольца, изменение которого проще всего осуществить.
Установим на составляющие звенья экономически целесообразные значения полей допусков и координаты их середин (табл. 7.5).
Таблица 7.5
Значения полей допусков и координат их середин
Звено |
T΄Ai |
Δ΄0Ai |
А1 |
0,3 |
−0,15 |
А2 |
0,4 |
+0,2 |
А3 |
0,1 |
+0,25 |
Тогда производственный допуск замыкающего звена расширится до значения:
Т |
m 1 |
|
|
Ai |
|
T |
0,3 0,4 0,1 0,8 мм |
|
|
||||||
А |
|
|
|
|
Ai |
|
|
|
i 1 |
|
|
|
|
|
|