

9
2. КАЧЕСТВО И ЭКОНОМИЧНОСТЬ МАШИНЫ
Для того, чтобы машина экономично выполняла своѐ служебное назначение, она должна обладать необходимым для этого качеством. Под качеством машины понимают совокупность еѐ свойств, обусловливающих способность выполнения служебного назначения и отличающих данную машину от других.
Качество машины характеризуется рядом показателей, на каждый из которых должна быть установлена количественная величина с допуском на еѐ отклонения. К основным показателям качества машины относят: качество продукции, производимой машиной, производительность машины, еѐ надѐжность, долговечность физическая и моральная, безопасность работы, удобство и простота обслуживания и управления, уровень шума, коэффициент полезного действия, степень механизации, техническая эстетичность и т.д.
Каждый из перечисленных основных показателей применительно к тому или другому типу машины конкретизируется в виде целой системы дополнительных качественных и количественных показателей, характеризующих особенности, которыми должны обладать машины данного типа, предназначенные для выполнения данного служебного назначения.
Правильная и ясная постановка задачи в значительной степени предопределяет успех наиболее быстрого и экономичного еѐ решения. Следовательно, разработка и обоснование количественных показателей качества машины является одной из наиболее ответственных задач, так как от еѐ правильного решения зависят качество и экономичность выполнения машиной служебного назначения, быстрота освоения выпуска и экономичность изготовления.
Основные технические характеристики и качественные показатели некоторых машин и составляющих их частей, выпускаемых в большом количестве, утверждаются Государственным комитетом России по стандартам и выходят в виде Государственных стандартов (ГОСТов). В качестве примеров можно привести стандарты на электродвигатели, автомобили, станки, шарико- и роликоподшипники, зубчатые передачи и др. [2].
В проектирование машины, еѐ изготовление, эксплуатацию, техническое обслуживание и ремонт вкладывается конкретный труд.
Создание машины, еѐ эксплуатация, обслуживание и ремонты сопряжены с использованием энергии, технических средств и материалов. Все вместе взятое образует стоимостное свойство машины − еѐ экономичность. Показателем Э экономичности машины может служить сумма затрат на проектирование Зпр, изготовление Зизг, эксплуатацию Зэ, техническое обслуживание Зт.о. и ремонты Зрем отнесѐнная к количеству N продукции, произведѐнной за период еѐ службы [1]:
10
Э Зпр Зизг Зэ Зт.о. Зрем
N
Между показателями качества и экономичности машины существуют связи, приводящие к влиянию одних на другие. Например, повышение качества машины по любым показателям сопряжено с увеличением еѐ стоимости. Но в то же время повышение уровня такого показателя качества, как надѐжность машины, сократит затраты труда на устранение отказов, техническое обслуживание и ремонты.
|
|
|
|
Показатели: |
|
|
|
|
|
|
|
|
|
|
Показатели: |
|
|
|
|||||||
|
Качество производимой |
|
|
|
|
|
|
|
|
|
Стоимость машины; |
|
|||||||||||||
|
|
|
|
продукции; |
|
|
|
|
|
|
|
|
Стоимость производи- |
|
|||||||||||
|
Производительность; |
|
|
|
|
|
|
|
|
|
|
мой продукции; |
|
|
|
||||||||||
|
|
|
|
Мощность; |
|
|
|
|
|
|
|
|
Стоимость эксплуата- |
|
|||||||||||
|
|
|
|
Надѐжность; |
|
|
|
|
|
|
|
|
|
|
ции; |
|
|
|
|||||||
|
|
Долговечность; |
|
|
|
|
|
|
|
|
Стоимость техническо- |
|
|||||||||||||
|
|
|
|
|
|
КПД; |
|
|
|
|
|
|
|
|
го обслуживания и ре- |
|
|||||||||
|
Удобство управления; |
|
|
|
|
|
|
|
|
|
|
монтов; |
|
|
|
||||||||||
|
|
Уровень шума; |
|
|
|
|
|
|
|
|
Стоимость производ- |
|
|||||||||||||
|
Эстетические показате- |
|
|
|
|
|
|
|
|
ственной площади, за- |
|
||||||||||||||
|
|
Совокупность |
|
|
|||||||||||||||||||||
|
|
|
|
|
|
ли и др. |
|
|
|
|
нимаемой машиной и |
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
свойств машины |
|
|
|
|
др. |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Качество |
|
|
|
|
|
|
|
|
|
|
|
Экономичность |
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
Качество |
|
|
Качество |
|
|
Затраты на |
|
Затраты на |
|
|
Затраты |
|
|
Затраты |
|||||||||||
деталей |
|
|
сборки и |
|
|
проекти- |
|
изготовле- |
|
|
при экс- |
|
|
на Т.О. и |
|||||||||||
|
|
|
|
|
|
отделки |
|
|
рование |
|
ние |
|
|
плуатации |
|
|
ремонт |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
Качество проектных |
|
|
Материалоѐмкость, стоимость материа- |
|
|
|||||||||||||||
|
|
|
|
|
решений и их реали- |
|
|
лов, уровень технологичности, унифика- |
|
|
|||||||||||||||
|
|
|
|
|
зации в процессе из- |
|
|
ции, стандартизации, взаимозаменяемо- |
|
|
|||||||||||||||
|
|
|
|
|
готовления машины |
|
|
|
|
сти конструкции. |
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Технология изготовления |
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Определяющие факторы
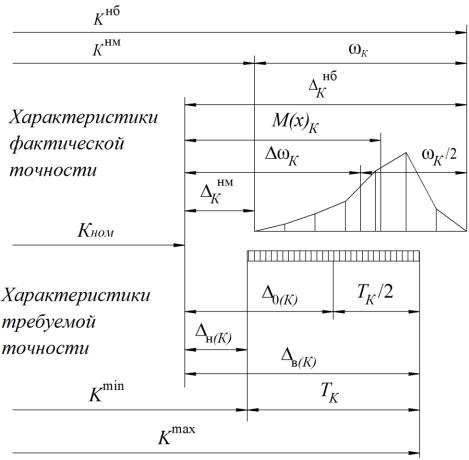
Рис. 2.1. Совокупности свойств, определяющих качество и экономичность машины
11
Качество машины обеспечивается уровнем проектных решений, от которого зависит техническое совершенство конструкции машины, и технологией, определяющей качество деталей, сборки и отделки машины (рис. 2.1).
Экономичность машины находится в более сложной зависимости от технического совершенства конструкции машины и технологии еѐ изготовления. Например, стоимость машины зависит от качества, количества и стоимости материалов, выбранных конструктором в процессе проектирования. Однако конечные затраты, входящие в себестоимость, можно определить лишь после осуществления технологического процесса еѐ изготовления.
Таким образом, обеспечение качества и экономичности машины в процессе еѐ создания является общей задачей конструктора и технолога.
Основным показателем качества машины, достижение и обеспечение которого вызывает наибольшие трудности и затраты в процессе проектирования и изготовления машины является точность. Поэтому рассмотрим вначале показатели, которыми характеризуется точность деталей и машины.
12
3. ПОНЯТИЕ О ТОЧНОСТИ ДЕТАЛИ И МАШИНЫ
Под точностью детали или машины понимают степень еѐ приближения к геометрически правильному еѐ прототипу. Изготовить любую деталь абсолютно точно, т.е. в полном соответствии с еѐ геометрическим представлением, практически невозможно, поэтому за меру точности принимают величины отклонений от теоретических знаний. Следовательно, по всем показателям качества детали, характеризующим еѐ служебное назначение, необходимо устанавливать допустимые отклонения, или допуски.
Различают три вида значения любого показателя [1]:
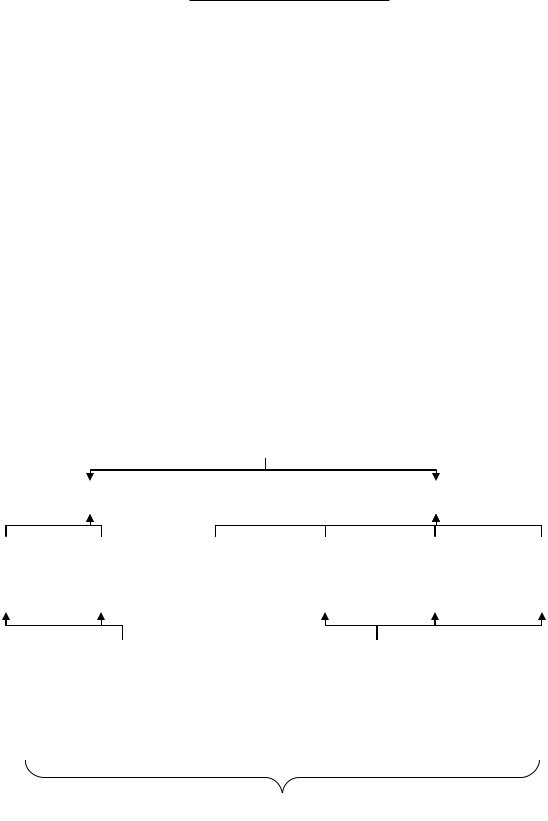
номинальное или теоретическое, определяемое в результате расчѐта;
действительное, объективно существующее;
измеренное, т.е. действительное значение, познанное с каким-то отклонением. На рис. 3.1 это положение проиллюстрировано на примере от-
влечѐнного показателя К; Кизг и Кизм − отклонения, возникшие в процессе изготовления и измерения изделия.
Рис. 3.1. Три вида значений отвлечѐнного показателя К
Под точностью показателя К понимают степень приближения действительного значения показателя к его номинальному значению. Под точностью оценки или измерения показателя К понимают степень приближения познанного значения показателя к его действительному значению.
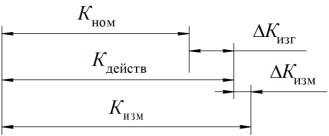
В процессе создания машины приходится иметь дело со скалярными и векторными величинами. Скалярные величины имеют одномерный характер (линейные, угловые размеры). Векторные величины являются двумерными, они характеризуются величиной и направлением (радиальные биения цилиндрических поверхностей). Свойства величин распространяются на отклонения от их номинальных значений, следовательно, и на допуски, ограничивающие отклонения. Способ задания допуска должен соответствовать свойству величины. Так, для ограничения отклонений показателя К, являющегося скалярной величиной, допуск задаѐтся одним из трѐх способов:
в виде верхнего в(К) и нижнего н(К) предельных отклонений показателя К
13
полем ТК допуска и координатой 0(К) его середины
в виде наибольшего Кmax и наименьшего Кmin предельных значений показателя.
Принадлежность допуска показателю отмечают индексом, соответствующим обозначению показателя. На рис. 3.2 графически отображены различные формы ограничения допуском отклонений отвлечѐнного показателя К. Переход от одной формы к другим может быть сделан по формулам, приведѐнным в табл. 3.1.
Рис. 3.2. Способы задания допуска, ограничивающего отклонения показателя К
Таблица 3.1
Формулы перехода от одной формы задания допуска к другой
Форма задания |
Переход к другим формам |
||||||||
допуска |
|
|
|
|
|
|
|||
|
|
|
|
|
|
ТК = |
в(К) – |
н(К); |
|
|
|
|
|
|
0(К) = 0,5(Δн(К)+ в(К)); |
||||
н(К); |
|
в(К) |
|
|
Кmin = Кном+ |
н(К); |
|||
|
|
|
|
|
|
Кmax = Кном+ |
в(К) |
||
|
|
|
|
|
|
н(К) = |
0(К) − 0,5 ТК; |
||
|
0(К); ТК |
К |
min |
в(К) = |
0(К)+0,5 ТК; |
||||
|
|
|
|
|
= Кном+ |
0(К) − 0,5 ТК; |
|||
|
|
|
|
Кmax = Кном+ |
0(К)+0,5 ТК |
||||
|
|
|
|
|
|
н(К) = Кmin − Кном; |
|||
К |
min |
К |
max |
|
|
в(К) = Кmax − Кном; |
|||
, |
|
|
|
ТК = Кmax − Кmin; |
|||||
|
|
|
|
0(К) = 0,5(Кmin+Кmax − 2Кном) |
|||||
Понятие о точности всегда нуждается в конкретизации того, о какой точности идѐт речь: требуемой или фактической.
14
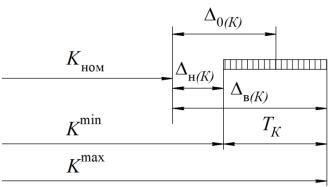
Фактическая точность любого показателя конкретного изделия является результатом выполняемого процесса и характеризуется измеренным значением отклонения показателя от его номинального значения. Фактическую точность группы изделий по показателю К, являющемуся скалярной величиной, можно охарактеризовать либо наименьшим Кнм и наибольшим
Кнб фактическими отклонениями значения показателя; либо значениями поля рассеяния ωК и координаты ΔωК его середины; либо наименьшим Кнм и наибольшим Кнб фактическими значениями показателя.
Характеристика фактической точности показателя К будет более полной, если на основании практических данных построить кривую рассеяния, вычислить и дать среднее арифметическое значение отклонений показателя, характеризующее положение центра группирования М(х)к отклонений, значения коэффициентов αК и λК.
Рис. 3.3. Величины, характеризующие требуемую и фактическую точность показателя К
На рис. 3.3 приведено сопоставление фактической точности показателя К с требуемой. При этом использованы три способа задания допуска и характеристик фактической точности показателя, находящихся в полном соответствии.
15
Качество детали определяется:
соответствием свойств материала, из которого она изготовлена, требованиям, обусловленным еѐ служебным назначением;
соответствием геометрического образа детали своему идеальному прототипу.
Представление о геометрическом образе детали дают форма и размеры поверхностей, расстояния между ними и их относительное угловое положение.
Существует три вида показателей точности.
Первым видом геометрических характеристик качества детали является точность размеров еѐ поверхностей и расстояний между ними.
Вторым видом геометрических характеристик качества детали служит точность относительного поворота еѐ поверхностей. Под точностью поворота понимают отклонение от требуемого углового положения одной поверхности детали относительно другой, взятой за начало отсчѐта.
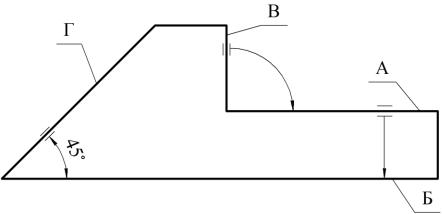
Требуемое угловое положение может определяться любым углом, в том числе и углами 0, 90 и 180°. Для обозначения относительного поворота поверхностей, наряду с обозначениями, рекомендуемыми ЕСКД, используют в соответствии с методическими указаниями "Цепи размерные" РД50−635−87 одностороннюю стрелку, остриѐ которой направлено на поверхность, избранную в качестве начала отсчѐта. При углах поворота, отличных от 0, 90 и 180°, указывают номинальное значение угла. На рис. 3.4 приведены примеры обозначения параллельности поверхности А детали относительно поверхности Б, перпендикулярности В к А, наклон под углом 45° поверхности Г к Б.
Рис. 3.4. Условные обозначения относительного поворота поверхностей детали
16
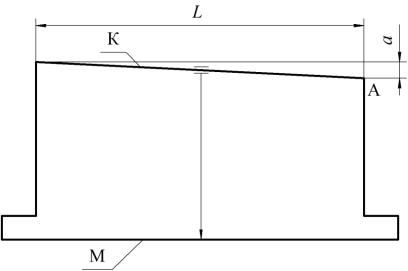
Рис. 3.5. Численная оценка относительного поворота поверхностей детали: отклонение от параллельности поверхности К относительно поверхности М равно a ∕ L
Точность относительного поворота двух поверхностей оценивают:
непосредственно в градусах, минутах, секундах;
тангенсом угла.
Впоследнем случае отклонение выражается отношением двух линейных величин, в котором числитель есть линейное смещение а точки А поверхности, а знаменатель − длина L, к которой относится это смещение
(рис. 3.5).
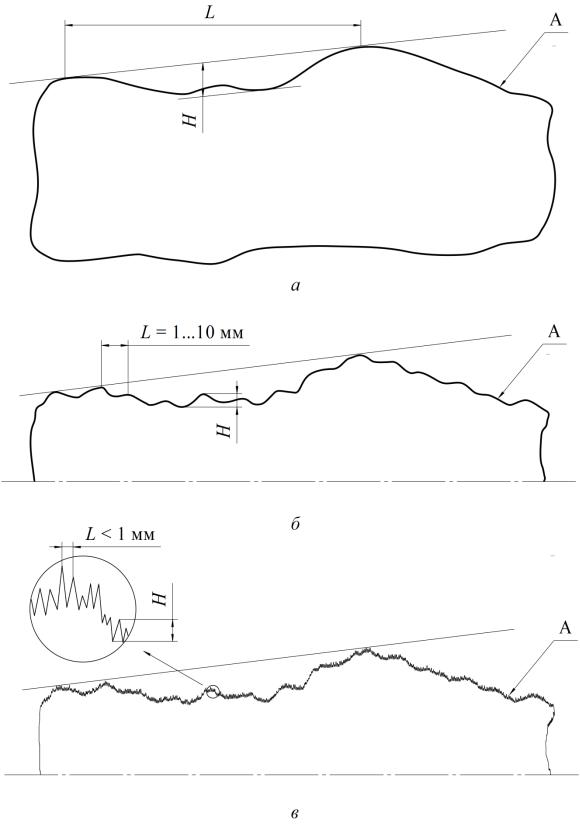
Третьим видом геометрических характеристик качества детали является правильность геометрической формы еѐ поверхностей. Отклонения формы поверхностей детали подразделяют на следующие три вида (рис. 3.6):
1. Макрогеометрические отклонения, под которыми понимают отклонения реальной поверхности от правильной геометрической формы, рассматриваемые в пределах размеров этой поверхности (отклонения от плоскостности, цилиндричности, круглости, прямолинейности и т.п.).
2. Волнистость, представляющую собой периодические неровности поверхности, встречающиеся на участках протяжѐнностью от 1 до 10 мм.
3. Микрогеометрические отклонения − микронеровности на участках протяжѐнностью до 1 мм, называемые шероховатостью поверхности.
17
Рис. 3.6. Отклонения формы поверхности А детали: а − отклонения от плоскостности; б − волнистость; в − микрогеометрические отклонения (шероховатость)
18
Без оценки микронеровностей поверхностей невозможно получить представление о точности расстояний между ними, не зная макрогеометрических отклонений поверхностей невозможно измерять отклонения от требуемого поворота одной поверхности относительно другой.
Между значениями отклонений размеров и расстояний, относительных поворотов и формы поверхностей деталей существуют качественные и количественные связи.
Первые из них отражают общую закономерность в соотношениях величин перечисленных отклонений, не затрагивая функциональную зависимость, имеющуюся между ними.
Качественные связи между отклонениями размеров, расстояний, относительного поворота и формы поверхностей деталей практически учитываются следующим путѐм.
1.Допуски на отклонения размеров и расстояний поверхностей деталей устанавливают большими, чем допуски на отклонения относительного поворота поверхностей, которые в свою очередь должны быть больше допусков на макрогеометрические отклонения и т.д.
2.Оценку точности геометрических показателей качества детали начинают с микроотклонений, затем оценивают волнистость, макрогеометрические отклонения поверхностей, их относительный поворот, размеры и расстояния. При этом оценка отклонения показателя более высокого ранга считается возможной при условии, что отклонения нижестоящих показателей не окажут существенного влияния на результат его измерения.
Обобщение производственного опыта в машиностроении привело к созданию нормативных документов, регламентирующих соотношения допусков на отклонения размеров, расстояний, относительного поворота и формы поверхностей деталей. Так, ГОСТ 24643−81 устанавливает 16 степеней точности формы и относительного положения поверхностей. Числовые значения допусков при переходе от одной степени к другой изменяются с коэффициентом возрастания 1,6. В зависимости от соотношения между допуском на отклонения размера и допуском на отклонения формы или относительного поворота установлены уровни относительной геометрической точности:
А − нормальная точность, при которой допуск формы (относительного поворота) составляет 60% от допуска на размер, В − повышенная точность с соотношением указанных допусков в 40% и С − высокая при соотношении допусков в 25%. Отклонения от цилиндричности и круглости поверхностей ограничиваются допусками, составляющими для А, В и С соответственно 30, 20 и 12% от допуска на отклонения диаметрального размера поверхности.
Рассмотренные выше показатели, характеризующие точность детали, целиком используются и для задания характеристик точности машины. Различие заключается только в том, что у детали все показатели точности отно-
19
сятся к поверхностям данной детали, у машины же они относятся к исполнительным поверхностям, принадлежащим различным деталям машины.
Поскольку исполнительные поверхности машины должны осуществлять относительное движение, необходимое для выполнения машиной еѐ служебного назначения, одним из основных показателей, характеризующих точность машины, является точность относительного движения исполнительных поверхностей.
Под точностью относительного движения принимается максимальное приближение действительного характера движения исполнительных поверхностей к теоретическому закону движения, выбранному исходя из служебного назначения машины.
Таким образом, точность машины характеризуется следующими основными показателями:
1.точностью относительного движения исполнительных поверхностей машины;
2.точностью расстояний между исполнительными поверхностями или заменяющими их сочетаниями поверхностей и их размеров;
3.точностью относительных поворотов исполнительных поверхностей;
4.точностью геометрических форм исполнительных поверхностей (включая макрогеометрию и волнистость);
5.шероховатостью исполнительных поверхностей.
Однако характеристика качества машины не будет полной, если ограничиться только исполнительными поверхностями и не учесть другие, также определяющие способность машины выполнять предписанные ей функции. Например, качество токарного станка во многом зависит от прямолинейности направляющих станины, образующих своими поверхностями координатную систему станка, дающих начало отсчѐта при определении положения большинства его узлов, непосредственно влияющих на точность изготовляемых на станке деталей, но не являющихся его исполнительными поверхностями.