

30. Химико-термическая обработка, ее виды.
Химико-термическая обработка- это процесс поверхностного насыщения стали химическими элементами (углеродом, азотом, хромом, алюминием, кремнием и др.) для повышения износостойкости, твердости, жаростойкости и других свойств.
Цементация - процесс поверхностного науглероживания стальных изделий для придания им высокой поверхностной твердости при сохранении вязкой сердцевины (поршневые пальцы, зубчатые колеса, кулачки распределительных валиков и др.). Для цементации применяют стали с содержанием углерода 0,15...0,35 %. Вещества, предназначенные для науглероживания стали, называют карбюризаторами. При цементации в твердом карбюризаторе детали загружают в металлический контейнер, наполненный карбюризатором, и нагревают в печи до температуры 900...950 °С. Выдержку по времени определяют из расчета, что за 1 ч получается цементованный слой глубиной 0,1 мм. Карбюризатором служит состав из 75% березового угля и 25 % ВаСОз илиNaСО3.
Азотирование- процесс насыщения поверхности стали азотом для повышения твердости, износостойкости и устойчивости против коррозии (гильзы цилиндров, клапаны, а также измерительный инструмент). Его проводят в специальных герметических печах при 500...600°С. Через печь пропускают аммиакNН3, предварительно просушенный хлористым кальцием, который при нагреве диссоциирует по реакции 2NН3= 2N+ 6Н. Образующийся азот поглощается поверхностью стали и проникает в глубь детали, образуя твердые растворы и соединения, называемые нитридами.
Цианирование - процесс одновременного насыщения поверхности стали углеродом и азотом для повышения твердости и износостойкости, а также для увеличения сопротивляемости коррозии (шестерни). Чем выше температура цианирования, тем сильнее поверхностный слой насыщается углеродом, чем ниже — азотом. Цианирование бывает высокотемпературным - при 800...950°С и низкотемпературным - при 500...600 °С.
Применяют виды цианирования: жидкостное в цианистой ванне,содержащей 45% NаСN, 35%NаСОз, 20%NаСI, и газовое (нитроцементация) в среде, состоящей из 80 % науглероживающего газа и 20 % аммиака.
Диффузионная металлизация- процесс насыщения поверхностного слоя различными металлами (алюминием, хромом, кремнием и др.) для придания окалиностойкости, жаростойкости, коррозионной стойкости, твердости и износостойкости. Насыщение изделий из стали и чугуна алюминием (алитирование) придает им высокую жаростойкость (газоотводные трубы двигателей, колосники и другие изделия, работающие при высоких температурах).
Насыщение поверхностного слоя хромом (хромирование) приводит к увеличению коррозионной стойкости, окалиностойкости, твердости и износостойкости стальных и чугунных изделий (обработка поршневых колец, режущий инструмент, детали форсунок и насосов и др.).
Насыщение стали кремнием (силицирование) придает ей коррозионную стойкость в некоторых агрессивных средах, несколько повышает ее износостойкость и жаростойкость.
31. Модельный комплект, его назначение и состав.
Модельный комплект - это комплект формовочных приспособлений, необходимый для образования при формовке рабочей полости литейной формы. В его состав входят:
Литейная модель(рис.10, а) -
приспособление для получения в литейной
форме отпечатка, соответствующего
конфигурации и размерам отливки. В
зависимости от сложности изготовляемой
отливки
м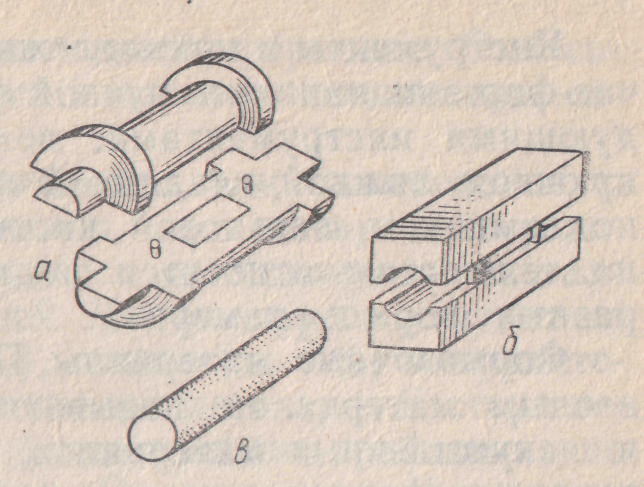 одели
делают цельными и разъемными из двух и
более частей.
одели
делают цельными и разъемными из двух и
более частей.
Стержневой ящик (рис.10, б) - приспособление, имеющее рабочую полость для получения в ней стержня Рис.10
нужных размеров и очертаний из стержневой смеси.
Литейный стержень (рис.10, в) является элементом литейной формы и служит для образования отверстия, полости или иного сложного контура в отливке.
Литниковая система- это система каналов и элементов литейной формы для подвода расплавленного металла в полость формы, обеспечения ее заполнения и питания отливки при затвердевании. В её состав входят чаша, стояк, шлакоуловитель, питатель и выпор.
Стержневые ящики чаще всего делают разъемными из двух частей. Вертикальным стенкам модели придают конусность, называемую формовочным уклоном, который необходим для облегчения выемки модели из формы. Значение уклона зависит от размера модели и составляет 0,5...2,5°. Чем больше размер модели, тем меньше уклон. Размеры модели должны быть больше размеров отливки на значение усадки металла. Усадкой называют уменьшение размеров отливки при ее охлаждении. Для чугунов усадка равна 1%, а для сталей - 2%. Во многих отливках предусматривают припуски на механическую обработку. Модели и стержневые ящики делают из дерева (единичное производство), чугуна, алюминиевых сплавов, пластмасс и других материалов (серийное и массовое производство). Модельной плитой называют плиту, на которой закрепляют части модели и литниковую систему, служащую для набивки одной из парных опок при неразъемных моделях.