

55. Устройство горизонтально-фрезерного станка.
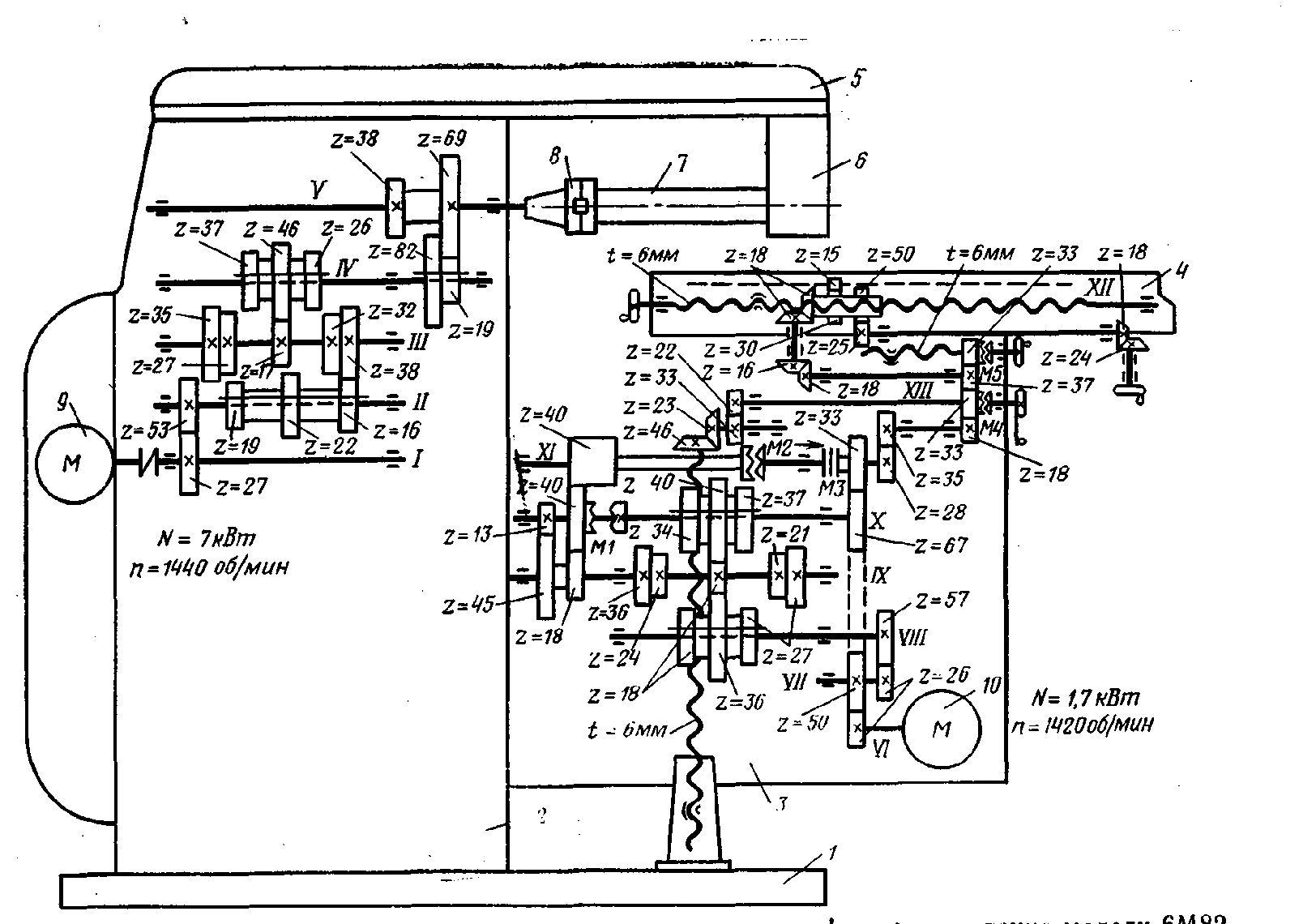
У универсального горизонтально-фрезерного станка модели 6М82 (рис. 24) шпиндельный вал расположен горизонтально. У него выделяют следующие узлы: С т а н и н а станка служит для крепления всех узлов и механизмов станка.
 Х о б о т перемещается по верхним
направляющим станины и служит для
поддержания при помощи серьги конца
фрезерной оправки с фрезой. Он может
быть закреплен с различным вылетом для
увеличения жесткости крепления хобота
применяют поддержки, которые связывают
хобот с консолью .
К о н
с о л ь представляет собой отливку
коробчатой формы с вертикальными и
горизонтальными направляющими.
Вертикальными направляющими она
соединена со станиной и перемещается
по ним. По горизонтальным направляющим
перемещаются салазки. Консоль закрепляется
на направляющих специальными зажимами
и является базовым узлом, объединяющим
все остальные узлы цепи подач и
распределяющим движение на продольную,
поперечную и вертикальную подачи.
Консоль поддерживается стойкой, в
которой имеется телескопический винт
для ее подъема и опускания.
С т о л
монтируется на направляющих салазок и
перемещается по ним в продольном
направлении. На столе закрепляют
заготовки, зажимные и другие приспособления.
Для этой цели рабочая поверхность стола
имеет продольные Т-образные пазы.
С а л а з к и являются
промежуточным звеном между консолью и
столом станка. По верхним направляющим
салазок стол перемещается в продольном
направлении, а нижняя часть салазок
вместе со столом перемещается в поперечном
направлении по верхним направляющим
консоли.
Ш п и н д е л ь фрезерного
станка служит для передачи вращения
режущему инструменту от коробки
скоростей. От точности вращения шпинделя,
его жесткости и виброустойчивости в
значительной мере зависит точность
обработки.
К о р о б к а с к о р о с т е й предназначена
для передачи шпинделю станка различных
чисел оборотов. Двигатель станка
расположен на станине.
Х о б о т перемещается по верхним
направляющим станины и служит для
поддержания при помощи серьги конца
фрезерной оправки с фрезой. Он может
быть закреплен с различным вылетом для
увеличения жесткости крепления хобота
применяют поддержки, которые связывают
хобот с консолью .
К о н
с о л ь представляет собой отливку
коробчатой формы с вертикальными и
горизонтальными направляющими.
Вертикальными направляющими она
соединена со станиной и перемещается
по ним. По горизонтальным направляющим
перемещаются салазки. Консоль закрепляется
на направляющих специальными зажимами
и является базовым узлом, объединяющим
все остальные узлы цепи подач и
распределяющим движение на продольную,
поперечную и вертикальную подачи.
Консоль поддерживается стойкой, в
которой имеется телескопический винт
для ее подъема и опускания.
С т о л
монтируется на направляющих салазок и
перемещается по ним в продольном
направлении. На столе закрепляют
заготовки, зажимные и другие приспособления.
Для этой цели рабочая поверхность стола
имеет продольные Т-образные пазы.
С а л а з к и являются
промежуточным звеном между консолью и
столом станка. По верхним направляющим
салазок стол перемещается в продольном
направлении, а нижняя часть салазок
вместе со столом перемещается в поперечном
направлении по верхним направляющим
консоли.
Ш п и н д е л ь фрезерного
станка служит для передачи вращения
режущему инструменту от коробки
скоростей. От точности вращения шпинделя,
его жесткости и виброустойчивости в
значительной мере зависит точность
обработки.
К о р о б к а с к о р о с т е й предназначена
для передачи шпинделю станка различных
чисел оборотов. Двигатель станка
расположен на станине.
К о р о б к а п о д а ч служит для передачи столу различных величин подач в продольном, поперечном и вертикальном направлениях. Привод механизма подачи расположен внутри консоли приводится в движение от отдельного электродвигателя.
56. Процесс сверления и его особенности.
Сверление— это процесс образования отверстий в сплошном металле режущими инструментами (сверлами). По конструкции сверла подразделяются на спиральные, перовые, центровочные, для глубокого сверления и др.
Элементами режима резания при сверлении являются глубина резания t (мм), подачаS(мм/об), скорость резанияv (м/мин).
Глубина резанияпри сверлении отверстий в сплошном материале составляет половину диаметра сверла:
t= D1/d,
где D1 —диаметр сверла, мм.
При рассверливании отверстий глубина резания:
![]()
где D1 иD2 — диаметр отверстий до и после рассверливания, мм.
Подача — перемещение сверла вдоль оси за один его оборот. Так как сверло имеет две главные режущие кромки, то подачаSz(мм/зуб), приходящаяся на каждую из них, определяется по формуле:
Sz=S/2.
Скорость резанияпри сверлении — окружная скорость вращения наиболее удаленной точки режущей кромки от оси сверла. Скорость резания определяют по формуле:
![]()
где D - наружный диаметр сверла, мм;n— частота вращения сверла, об/мин.
Особенностью сверления является то, что процесс резания протекает в более сложных и тяжелых условиях, чем при точении, а сверло имеет менее благоприятную геометрию рабочей части. В процессе резания при сверлении затруднен отвод стружки. При ее удалении происходит трение стружки о поверхность канавок сверла, а также трение сверла о поверхность отверстия. Это приводит к повышенному тепловыделению и деформации стружки и, как следствие, к заклиниванию сверла и его поломке.