

45. Виды электродов, их покрытие.
Электроды для дуговой сваркиможно разделить на две основные группы: плавящиеся и неплавящиеся. Неплавящиеся электродные стержни делают из вольфрама, электротехнического угля или синтетического графита. Угольные и графитовые стержни изготовляют диаметром от 4 до 18 мм, длиной 250 и 700 мм. Графитовые электроды имеют лучшую электропроводность и более стойки против окисления при высоких температурах, чем угольные.
Плавящиеся электроды бывают стальные, чугунные, алюминиевые, медные и др. Их изготовляют из сварочных проволок. Преимущественное применение имеют стальные электроды, стержни которых делают из электродной проволоки диаметром от 1,6 до 12 мм и длиной от 150 до 450 мм.
Металлические электродыподразделяют на голые и с покрытием. Голые электроды при ручной дуговой сварке не применяют. Покрытия электродов служат для повышения устойчивости горения дуги, защиты наплавленного металла от вредного действия кислорода и азота, для легирования металла сварного шва.
46. Дуговая сварка под флюсом и в среде защитных газов. Электрошлаковая сварка.
Дуговая сварка под флюсом (рис. 20) выполняется голой электродной проволокой, которая подается в зону горения дуги специальным механизмом. Сварочная дуга возбуждается между электродной проволокой под слоем сыпучего флюса и свариваемым металлом. За счет высокой температуры дуги флюс плавится и закрывает расплавленный металл шва и электрода коркой расплавленного шлака, замедляющего процесс охлаждения металла шва и зон, прилегающих к нему, а также предохраняет металл от соприкосновения с воздухом, что способствует улучшению качества шва.
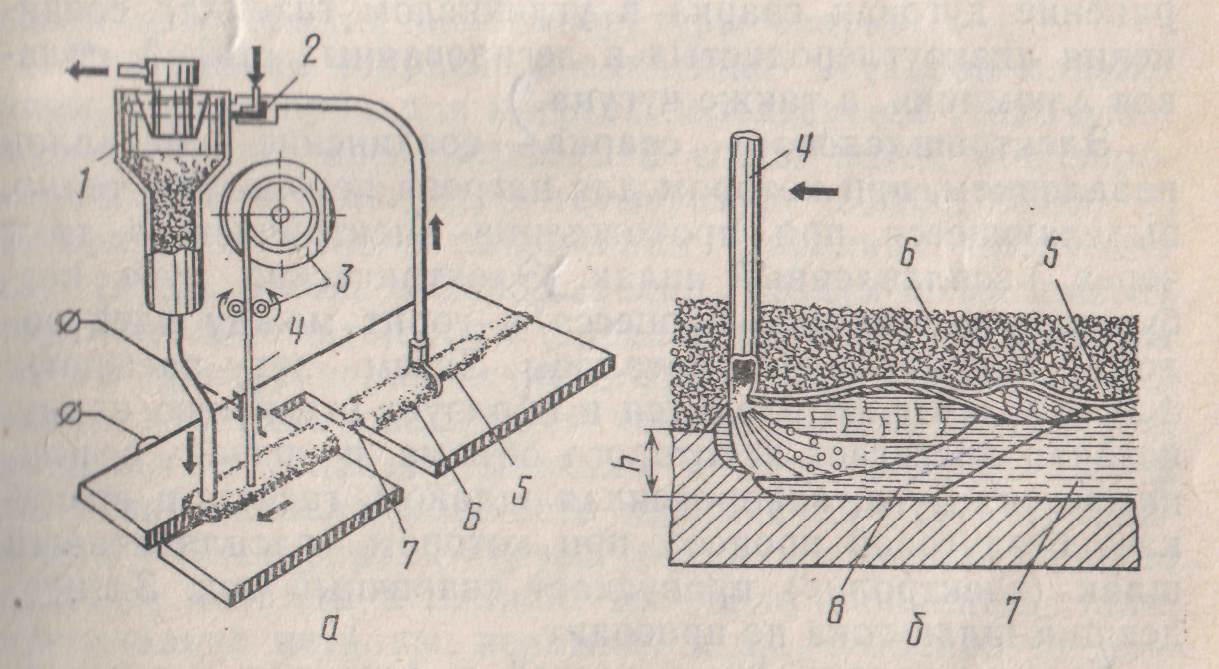
Рис. 20. Автоматическая электродуговая сварка под слоем флюса:
а - схема установки; б - схема сварки; 1 - бункер; 2 - флюсоотсасывающее устройство; 3 - подающая головка; 4 - электродная проволока; 5 - шлаковая корка; 6 - флюс; 7 - сварочный шов; 8 - ванна жидкого металла.
Дуговая сварка в защитном газехарактеризуется тем, что в зону горения дуги подается защитный газ, оттесняющий воздух из области сварки и защищающий металл сварочной ванны от вредного воздействия атмосферы. В качестве защитных могут быть использованы инертные газы (аргон и гелий), активные газы (азот, водород, углекислый газ), смеси газов (аргон с углекислым газом и др.). Для питания дуги применяют постоянный и переменный ток. Преимущественное распространение получила сварка постоянным током, при котором легче зажигается дуга. Сварку выполняют плавящимися и неплавящимися электродами.
Электрошлаковая сварка - соединение металлов плавлением, при котором для нагрева используют тепло, выделяющееся при прохождении электрического тока через расплавленный шлак. Электрическая дуга возбуждается в начале процесса и горит между электродом и свариваемым металлом. Затем дугу засыпают флюсом, который плавится и образует шлаковую ванну. Дуга, закороченная шлаком, гаснет, и возникает бездуговой процесс, при котором расплавленный шлак пропускает сварочный ток. Затвердевший шлак тока не проводит.
Металл плавится как за счет тепла расплавленного шлака, так и за счет тепла, выделяемого в контакте между жидким шлаком и металлом. Сварка позволяет сваривать за один проход металл толщиной до 400 мм, имеет высокую производительность и отличается высоким качеством шва.