

6. Метод обчислюваних пріоритетів (Priority Sequenced Lanes)
Метод обчислюваних пріоритетів є своєрідним узагальненням двох логістичних Pull систем, що розглядалися вище: системи поповнення "Супермаркету" і системи з лімітованими чергами FIFO. Різниця в тому, що в даній системі вже не всі порожні осередки в "Супермаркеті" поповнюються в обов'язковому порядку, а виробничі завдання, опинившись в лімітованій черзі, просуваються від ділянки до ділянки не по правилах FIFO (тобто не дотримується обов'язкова дисципліна "в порядку надходження"), а по інших обчислюваних пріоритетах. Правила обчислення цих пріоритетів призначаються в єдиній точці планування виробництва, - в прикладі, приведеному на рис. 10, це друга виробнича ділянка, що йде безпосередньо за першим "Супермаркетом". На кожному наступній виробничій ділянці функціонує своя власна виконавська виробнича система (MES – Manufacturing Execution System), завдання якої - забезпечити своєчасну обробку завдань, що надходять на вхід, з урахуванням їх поточного пріоритету, оптимізувати внутрішній матеріальний потік і вчасно показати виникаючі проблеми, пов'язані з цим процесом. Значне відхилення в обробці конкретного завдання на одній з ділянок може вплинути на обчислюване значення його пріоритету.
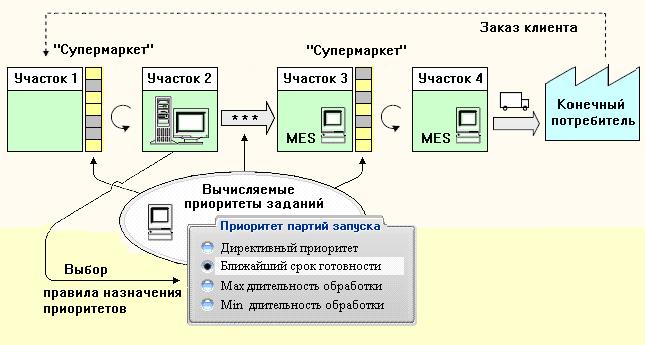
Рис. 10 Структура методу обчислюваних пріоритетів
Процедура "витягування" здійснюється за рахунок того, що кожна наступна ділянка може починати виконувати лише ті завдання, які мають максимально можливий пріоритет, що виражається в першочерговому заповненні на рівні "Супермаркету" не всіх доступних осередків, а лише тих, що відповідають пріоритетним завданням. Наступна ділянка 2, хоча і є єдиною точкою планування, що визначає роботу решти всіх виробничих ланок, сама вимушена виконувати лише ці найбільш пріоритетні завдання. Чисельні значення пріоритетів завдань виходять за рахунок обчислень на кожній з ділянок значень загального для всіх критерію. Вид цього критерію задається основною плануючою ланкою (ділянкою 2), а її значення кожна виробнича ділянка самостійно обчислює для своїх завдань, які або встали в чергу на обробку, або знаходяться в заповнених осередках "Супермаркету" на попередній стадії.
Вперше такий метод заповнення осередків "Супермаркету" почав застосовуватися на японських підприємствах компанії "Тойота" і отримав назву "Процедури вирівнювання виробництва" або "Хейдзунка" (Heijunka). Нині процес заповнення "Ящика Хейдзунка" є одним з ключових елементів "витягуючої" системи планування, яка використовується в TPS (Toyota Production System), коли пріоритети завдань, що надходять, призначаються або обчислюються поза виробничими ділянками, що їх виконують, на тлі діючої "витягуючої" системи заповнення "Супермаркету" (Канбан). Приклад призначення одного з директивних пріоритетів виконуваному замовленню (аварійний, терміновий, плановий, перехідний тощо) наведений на рис. 11.
Інший варіант передачі завдань від однієї ділянки до іншого в даній логістичній системі служить так зване "обчислюване правило" пріоритетів. Черга виробничих завдань, що передаються від ділянки 2 до ділянки 3 (рис. 10), обмежена (лімітована), але на відміну від випадку, зображеного на рис. 4, самі завдання можуть мінятися місцями в цій черзі, тобто змінювати послідовність свого надходження залежно від їх поточного (обчислюваного) пріоритету.

Рис. 11. Приклад призначення директивного пріоритету виконуваним замовленням
Фактично це означає, виконавець сам не може вибрати з якого завдання починати роботу, але в разі зміни пріоритету завдань йому, можливо, потрібно, недоробивши поточне завдання (перетворивши його на поточний НЗВ), перемкнутися на виконання найбільш пріоритетного. Звичайно, в такій ситуації при значній кількості числі завдань і великій кількості верстатів на виробничій ділянці необхідно використовувати MES, тобто проводити локальну оптимізацію матеріальних потоків, що проходять через ділянку (оптимізувати виконання завдань, що вже знаходяться в обробці). В результаті для обладнання кожної ділянки, що не є єдиною точкою планування, складається локальний оперативний виробничий розклад, який піддається корекції кожного разу, як тільки змінюється пріоритет виконуваних завдань. Для вирішення внутрішніх оптимізаційних завдань використовуються свої критерії, іменовані "Критерії завантаження обладнання". Завдання, які очікують обробки між ділянками, не зв'язаними "Супермаркетом", упорядковуються по "Правилах вибору з черги" (рис. 12), які, у свою чергу, можуть також змінюватися протягом часу.
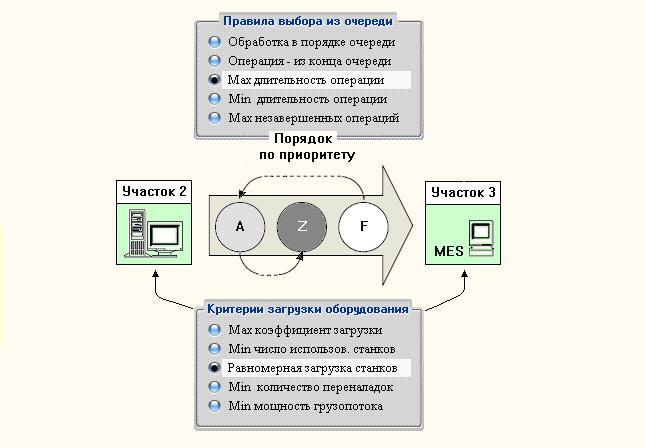
Рис. 12. Послідовність виконуваних замовлень в методі обчислюваних пріоритетів
Якщо Правила обчислення пріоритетів завданням призначаються "ззовні" по відношенню до кожної виробничої ділянки (Процесу), то Критерії завантаження обладнання ділянки визначають характер проходження внутрішніх матеріальних потоків. Ці критерії пов'язані з використанням на ділянці оптимізаційних MES-процедур, призначених виключно для "внутрішнього" користування. Вони вибираються безпосередньо диспетчером ділянки в режимі реального масштабу часу (рис. 12).
Правила вибору з черги призначаються на підставі значень пріоритетів виконуваних завдань, а також з урахуванням фактичної швидкості їх виконання на конкретній виробничій ділянці (ділянка 3, рис. 12).
Диспетчер ділянки може, враховуючи поточний стан виробництва, самостійно змінювати пріоритети окремих технологічних операцій і, використовуючи MES-систему, коректувати внутрішній виробничий розклад. Приклад діалогу по зміні поточного пріоритету операції наведений на рис. 13.
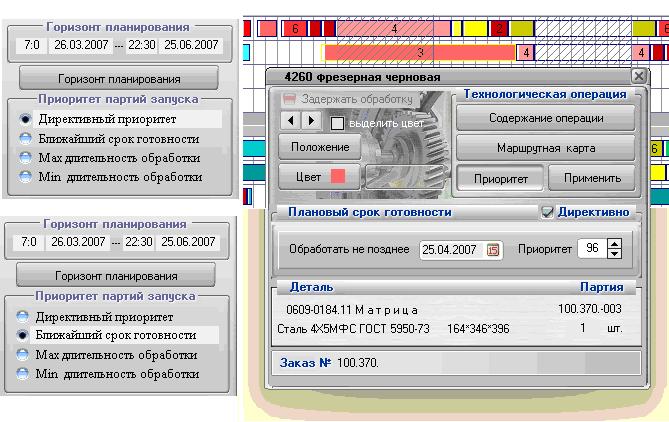
Рис. 13. Приклад призначення пріоритету партії в MES
Щоб обчислити значення пріоритету конкретного завдання, що виконується або очікує своєї обробки на конкретній ділянці, проводиться попереднє групування завдань (деталей, що входять в певне замовлення) по ряду ознак:
1. Номер складального креслення виробу (замовлення).
2. Позначення деталі по кресленню.
3. Номер замовлення.
4. Трудомісткість обробки деталі на обладнанні ділянки.
5. Тривалість проходження деталей даного замовлення через верстатну систему ділянки (різниця між часом початку обробки першої деталі і закінченням обробки останньої деталі даного замовлення).
6. Сумарна трудомісткість операцій, що виконуються над деталями, що входять в дане замовлення.
7. Час переналадки обладнання.
8. Ознака забезпеченості оброблюваних деталей технологічним оснащенням.
9. Відсоток готовності деталі (число завершених технологічних операцій).
10. Число деталей з даного замовлення, які вже пройшли обробку на даній ділянці.
11. Загальне число деталей, що входять в замовлення.
Орієнтуючись по приведених ознаках і обчислюючи ряд специфічних показників таких як напруженість (відношення показника 6 до показника 5), порівнюючи значення 7 і 4, аналізуючи співвідношення показників 9, 10 і 11, локальна MES-система проводить розрахунок поточного пріоритету для всіх деталей, що опинилися в одній групі.
Відмітимо, що деталі з одного замовлення, але що знаходяться на різних ділянках, можуть мати і різні значення обчислюваного пріоритету.
Логістична схема Методу обчислюваних пріоритетів застосовується в основному в багатономенклатурних виробництвах дрібносерійного і одиничного типів. Будучи "витягуючою системою" планування і використовуючи локальні MES для забезпечення високої швидкості проходження замовлень через окремі виробничі ділянки, ця логістична схема використовує децентралізовано обчислювальні ресурси для підтримки ефективності процесів в умовах змінних пріоритетів виконуваних завдань.
Відмітною особливістю цього методу є те, що MES-система дозволяє в межах виробничої ділянки складати детальні розклади виконуваних робіт. Незважаючи на певну складність в реалізації, метод обчислюваних пріоритетів має значні переваги:
поточні відхилення, що виникають в ході виробництва, компенсуються засобами локальних MES на підставі змінних пріоритетів виконуваних завдань, що значно підвищує пропускну спроможність всієї системи в цілому.
не потрібно фіксувати (локалізувати) положення РОП і лімітувати НЗВ;
є можливість оперативно контролювати серйозні збої (наприклад, поломка обладнання) на кожній ділянці і перераховувати оптимальну послідовність обробки деталей, що входять в різні замовлення.
наявність на окремих ділянках локальних виробничих розкладів дозволяє проводити оперативний функціонально-вартісною аналіз виробництва.
На закінчення відмітимо, що всі типи розглянутих логістичних Pull систем володіють загальними для них характерними ознаками:
1. Збереження у всій системі в цілому обмеженого обсягу стійких запасів (оборотних заділів) з регулюванням їх обсягу на кожному етапі виробництва незалежно від діючих факторів.
2. План обробки замовлень, складений для однієї ділянки (єдиної точки планування), визначає (автоматично "витягує") плани робіт інших виробничих підрозділів підприємства.
3. Просування замовлень (виробничих завдань) походить як від наступної в технологічному ланцюжку ділянки до попередньої на витрачені в процесі виробництва матеріальні ресурси ("Супермаркет"), так і від попередньої ділянки до наступної по правилах FIFO або по обчислюваних пріоритетах.