

Категории режимов сушки древесины
В зависимости от назначения высушиваемых пиломатериалов нормативами установлены четыре категории качества сушки древесины: I, II, III и 0.
I категория качества сушки - высококачественная сушка древесины до влажности 6-8% при температуре не более 60-70°С. 60°С относится только к толстым пиломатериалам. Данная категория качества сушки древесины должна обеспечить возможность механической обработки и сборки деталей для высокоточных ответственных соединений, влияющих на эксплуатационные показатели изделий (производство моделей, лыж, приборостроение, точное машиностроение и приборостроение, силовые конструкции).
II категория качества сушки - повышенное качество сушки древесины до влажности 6-10% при температуре не более 75-85°С. Допускаемое снижение прочности пиломатериалов на скалывание и ударный изгиб не более 5%. Данная категория качества сушки древесины требуется для ответственных соединений, от которых зависит качество изделий (производство столярно-строительных изделий ответственного назначения, мебельное производство и др.)
III категория качества сушки - среднее качество сушки древесины до влажности 8-15%. Данная категория качества сушки древесины должна обеспечить механическую обработку и сборку деталей для менее ответственных деталей (производство столярно-строительных изделий, погонаж, товарное вагоностроение, тара и др.)
0 категория качества сушки - сушка древесины до транспортной влажности 16-22% (древесина для экспорта и внутреннего потребления).
К показателям качества сушки относятся:
соответствие средней влажности высушенных пиломатериалов в штабеле заданной конечной влажности;
величина отклонений влажности отдельных досок или заготовок от средней влажности пиломатериалов в штабеле;
перепад влажности по толщине пиломатериалов /заготовок/;
остаточные напряжения в высушенных пиломатериалах /заготовках/.
Показатели качества сушки пиломатериалов /заготовок/ подлежат нормированию. Нормы устанавливаются в зависимости от категории качества сушки и условий эксплуатации изделий.
Сушка древесины по I и II категориям качества предусматривает снятие остаточных деформаций и напряжений с помощью влаготеплообработки (увлажнения). Для этих целей конструкторами предприятия "ТЕРМОТЕХ" разработаны несколько вариантов систем влаготеплообработки, которыми при необходимости комплектуются сушильные камеры нашего производства.
Нормативные показатели сушки пиломатериалов и заготовок
|
Показатели качества сушки |
Категории качества | |||
|
I |
II |
III |
0 | |
|
Средняя конечная влажность п/м заготовок или заготовок в штабеле, %, при толщине миломатериалов, мм: |
7, 10* |
7, 10, 15* |
10, 15** |
- |
|
до 32 |
- |
- |
- |
16 |
|
38-50 |
- |
- |
- |
18 |
|
свыше 50 |
- |
- |
- |
20 |
|
Отклонения от влажности отдельных досок (заготовок) от средней влажности штабеля пиломатериалов*, %, при толщине пиломатериалов, мм: |
Не более ±2 |
Не более ±3 |
Не более ±4 |
- |
|
до 32 |
- |
- |
- |
±6 |
|
38-50 |
- |
- |
- |
±4 |
|
свыше 50 |
- |
- |
- |
±2,5 |
|
Среднее квадратичное отклонение отдельных досок к средней влажности штабеля, %, при толщине пиломатериалов, мм: |
±1,0 |
±1,5 |
±2,0 |
- |
|
до 32 |
- |
- |
- |
±3 |
|
38-50 |
- |
- |
- |
±2 |
|
свыше 50 |
- |
- |
- |
±1,25 |
|
Перепад влажности при толщине пиломатериалов (заготовок), %, при толщине пиломатериалов, мм: |
не более |
не более |
не более |
- |
|
13-22 |
1,5 |
2,0 |
2,5 |
Не контролируется |
|
25-40 |
2,0 |
3,0 |
3,5 | |
|
45-60 |
2,5 |
3,5 |
4,0 | |
|
70-90 |
3,0 |
4,0 |
5,0 | |
|
Усредненный показатель остаточных напряжений (относительная деформация зубцов силовой секции), % |
Не более 1,5 |
Не более 2,0 |
Не контролируется |
Не контролируется |
12. Понятие условного пиломатериала. Типы сушильных штабелей, понятие нормального сушильного штабеля.
Для анализа работы камер и получения сравнимых данных по продолжительности сушки разных пиломатериалов вводится понятие условного пиломатериала. За условный пиломатериал принимают сосновые доски толщиной 40 и шириной 150 мм с начальной влажностью 60% и конечной 12%. Этот материал, уложенный на прокладках толщиной 25 мм, высушивается в соответствии с требованиями 2 категории качества сушки в камерах со скоростной реверсивной циркуляцией воздуха в течении 3,5 сут.
На равномерность сушки и сохранение правильной формы досок после сушки большое влияние оказывает качество формирования штабелей (пакетов). Деформирование высушиваемых пиломатериалов - это результат недостаточного их зажатия, т.е. неправильной укладки в штабель.
При камерной сушке используются штабеля двух типов: пакетный, формируемый из нескольких (2...4) сушильных пакетов, и цельный, собираемый целиком на месте его формирования.
Штабель должен состоять из пиломатериалов одной породы и толщины.
Подштабельное основание должно быть прочным, жестким, а верх его - горизонтальным. Длина основания должна равняться длине штабеля. Основанием штабеля наиболее часто служат специальные рельсовые вагонетки, собранные из треков. Трек представляет собой двухколесную тележку, установленную на один рельс. Треки соединяются между собой брусками сечением 100х100 мм, устанавливаемых в соответствующие пазы на треках. Длина брусков должна равняться ширине штабеля.
Форма поперечного сечения пакетов и штабелей должна быть прямоугольной, а торцы их выровнены по вертикали.
Разные по длине доски укладывают в разбежку, причем самые длинные - по краям. Такая укладка предохраняет концы досок от коробления. Стыкуемые доски (длина которых меньше половины длины штабеля) располагают не менее чем на двух прокладках, при этом внешние торцы выравнивают по торцам штабеля.
Если доски имеют разную ширину, то узкие укладывают в середину, а широкие - по краям пакета или штабеля. Если по ширине пакета или штабеля целое количество досок не размещается, то зазор оставляют по середине ширины штабеля.
Недогрузка штабеля по высоте недопустима, так как за счет больших утечек сушильного агента через пространство над штабелем резко снижается скорость циркуляции в самом штабеле. Это приводит к увеличению сроков сушки и в некоторой степени к неравномерному просыханию материала.
Не обрезные доски укладывают комлями в разные стороны.

Рис.1. Укладка пиломатериала в ряду пакета или штабеля
В зависимости от характера циркуляции агента сушки через штабель пиломатериалы укладывают:
1. сплошными рядами без промежутков (шпаций) между досками для камер с горизонтальной циркуляцией поперек штабелей;
2. с промежутками (шпациями) между досками для камер с горизонтальной циркуляцией вдоль штабелей и с вертикальной, в том числе естественной циркуляцией.
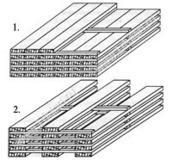
Рис.2. Примеры укладки пиломатериалов: 1- без шпаций, 2- со шпациями
В штабелях или пакетах со шпациями общая ширина шпаций должна составлять при укладке обрезных досок - 35%, не обрезных - 57% от ширины штабеля. Шпации должны быть распределены равномерно по ширине штабеля.
Горизонтальные ряды пиломатериалов в пакетах и штабелях должны разделяться межрядовыми прокладками, а пакеты по высоте штабеля - межпакетными.
Главное внимание уделяют шагу прокладок, а также вертикальности их рядов - это основной признак качества укладки пиломатериалов.
Расстояние между прокладками по длине штабеля (шаг прокладок) зависит от древесной породы, толщины и ширины пиломатериала, конечной влажности.
При высушивании хвойных пиломатериалов с конечной влажностью (10...12)% шаг прокладок ш принимают равным 20-кратной толщине Т досок, т.е. ш = 20Т.
При сушке дубовых и буковых досок, которые значительно коробятся, ш = 15Т.
Если конечная влажность древесины (5...7) %, а сортименты короткие, назначают ш = 10Т.
В случае высушивания хвойных пиломатериалов до транспортной влажности следует принимать ш = 35Т.
Длина межрядовых прокладок зависит от ширины штабеля, их ширина (35...45) мм, толщина (25 ± 0,5) мм.
При сушке толстых пиломатериалов в высоких штабелях рекомендуются прокладки шириной 50 мм.
Межпакетные прокладки изготавливают квадратного сечения не менее 70 х 70 мм.
По высоте штабеля прокладки следует укладывать строго вертикально одна над другой. Сбившиеся прокладки выправляют. Нижняя прокладка должна находиться над опорным брусом или над другим прочным основанием. Крайние прокладки у лицевого ровного торца штабеля укладывают заподлицо с торцами досок.
Прокладки изготавливаются из древесины хвойных и лиственных пород, не имеющей гнили и синевы.
Прокладки используют только сухие, после калибровки на рейсмусовом станке при строгании с одной стороны.
Количество межрядовых прокладок по длине пакета или штабеля приведено в таблице .
Рекомендуемое количество прокладок в горизонтальном ряду пиломатериалов по длине пакета или штабеля
|
| ||||||
|
Толщина пиломатериалов, мм |
Хвойные породы |
Лиственные породы | ||||
|
длина пакета или штабеля, м |
|
| ||||
|
2,5 |
4,0...4,5 |
6,5...6,8 |
2,5 |
4,0...4,5 |
6,5...6,8 | |
|
|
|
|
|
|
|
|
|
16...19 |
5 |
8 |
12 |
7 |
10 |
14 |
|
22...25 |
5 |
7 |
10 |
6 |
9 |
12 |
|
32...40 |
4 |
5 |
7 |
5 |
7 |
9 |
|
50 и более |
3 |
4 |
6 |
4 |
5 |
7 |
Количество межпакетных прокладок по длине пакетного штабеля должно быть таким же, как и количество межрядовых прокладок. При формировании штабеля межпакетные прокладки должны размещаться в одном вертикальном ряду с межрядовыми прокладками пакетов.
13. Режимы камерной сушки пиломатериалов.
Технология камерной сушки пиломатериалов
Перед началом сушки проверяют камеру и готовят древесину. Камеру и ее оборудование (особенно калориферы) необходимо очистить от пыли и мусора, смазать подшипники, проверить исправность всех деталей. Пиломатериалы должны быть заблаговременно уложены в штабеля.
Технология камерной сушки состоит из следующих операций:
1) Начальный прогрев
2) Сушка по определенному режиму
3) Промежуточная влаготеплообработка
4) Конечная влаготеплообработка
5) Кондиционирование
6) Охлаждение
После загрузки штабелей в камеру осуществляется первая технологическая операция сушильного процесса – начальный прогрев древесины. Затем по заданному режиму выполняетсяпроцесс сушки, во время которого ведетсянепрерывныйипериодический контрольза состоянием сушильного агента ипериодический контроль за влажностьюдревесины ивнутренними напряжениями в ней.Перед окончанием сушки (а иногда и в середине процесса) проводитсявлаготеплообработка для снятия остаточных внутренних напряжений. После этого проверяется качество сушки и при необходимости назначаетсяконечная кондиционирующая обработкадревесины для выравнивания ее влажности.
Режимомкамерной сушки пиломатериалов называетсярасписание состояния сушильного агента при входе его в штабель.Низкотемпературные режимы предусматривают использование в качестве сушильного агента влажного воздуха (или его смеси с топочными газами) с температурой ниже 100 0С.
Высокотемпературные предусматривают сушку перегретым водяным паром атмосферного давления с температурой на всем протяжении процесса выше 100 0C.
Режимы низкотемпературного процесса могут в свою очередь иметь разный температурный уровень в зависимости от желаемой интенсивности процесса. Установлены три категории режимов низкотемпературного процесса по их влиянию на свойства древесины:
Мягкие режимы, при которых полностью сохраняются прочность и естественный цвет древесины, используют для экспортной продукции;
Нормальные режимы, при которых сохраняется прочность, но возможно незначительное изменение цвета Они рекомендуются для высушивания древесины до любой влажности для внутреннего потребления;
Форсированные режимы,при которых сохраняется прочность на изгиб, растяжение и сжатие, но на 15-20% снижается прочность на скалывание и сопротивление раскалыванию с возможным потемнением древесины , из них изготавливают изделия, работающие с большим запасом прочности.
Режимы высокотемпературного процессаобеспечивают наиболее интенсивную сушку, но их использование связано с существенным (по некоторым показателям – до 30%) снижением прочности и заметным потемнением древесины.
Имеется четыре группы режимов:
1. Режимы низкотемпературного процесса сушки в воздушных и паровоздушных камерах периодического действия;
2. Режимы высокотемпературного процесса сушки в камерах периодического действия;
3. Режимы сушки в газовых камерах периодического действия;
4. Режимы сушки в противоточных камерах непрерывного действия.
14. Сушильные камеры периодического действия с продольной и фронтальной загрузкой пиломатериалов. Планировка сушильных цехов.
Сушильные камеры с продольной загрузкой пиломатериалов
Основная область применения таких камер на лесопромышленных предприятиях производство сухих пиломатериалов до требуемой эксплуатационной влажности и категории качества сушки для собственной дальнейшей переработки на фрезерованные детали, столярно - строительные изделия, паркет, мебель и т.д.
Еще 20 - 30 лет назад практически все сушильные камеры периодического действия в нашей стране были только такого типа загрузки. Большинство отечественных камер данной типа относятся к камерам малой и средней вместимости. В новых моделях сушильных камер малой и средней вместимости в основном по - прежнему используется продольная загрузка пиломатериалы на рельсовых тележках.
Общий вид сушильных камер периодического действия с продольной загрузкой приведен на рис. 2.2. Во всех камерах имеется система приточно - вытяжной вентиляции 1, теплообменники 2, системы увлажнения 3. По виду циркуляции сушильного агента камеры можно подразделить на камеры с вертикально - поперечной (рис 2.2.а) и горизонтально - поперечной циркуляцией (рас. 2.2.б).
Принудительная циркуляция сушильного агента с вертикально - поперечной циркуляцией обеспечивается вентиляторами расположенных в верхней части камер (рис.2.2.а), образующей вентиляторное помещение.
Горизонтально - поперечная циркуляция сушильного агента обеспечивается вентиляторами, расположенными или в торце сушильной камеры или в боковом рециркуляцинном канале (рис.2.2.б). Внутри камеры движение сушильного агента происходит по замкнутой траектории, которая лежит в горизонтальной плоскости

Рис. 2.2. Сушильные камеры периодического действия с продольной загрузкой
пиломатериалов:
а - схема сушильной камеры с вертикально - поперечной циркуляцией сушильного агента; б - схема сушильной камеры с горизонтально - поперечной циркуляцией сушильного агента; 1 - приточно - вытяжная вентиляция; 2- теплообменники биометаллические; 3 - система увлажнения; 4 - штабеля пиломатериалов; 5 - двери створчатые; 6 - внутренние осевые вентиляторы; 8 - осевой вентилятор с вынесенным двигателем; 8 - направление циркуляции сушильного агента.
При этом во всех камерах циркуляция сушильного агента - реверсивная, т.е. направление сушильного потока агента периодически изменяется.
Основные технологические схемы сушильных камер с продольной загрузкой приведены на рис.2.3.
Размеры сушильных штабелей в таких камерах составляют по ширине обычно 1,8м, по высоте 2,7 - 3м, а по длине 6 -6,5м. Штабель пиломатериалов таких размеров принято называть нормальным. В характеристиках сушильных камер с продольной загрузкой пиломатериалов обычно указывается, сколько нормальных штабелей размещается в камере.
Одноштабельные - с объемами загрузки пиломатериалов от 14м3, размеры штабелей, м: 6,0*1,8*2,8* (рис.2.3.а), относятся к камерам малой мощности.
Двухштабельные - два штабеля пиломатериалов длиной 6м размещаются на одном рельсовом пути друг за другом (рис.2.3.б). при полезной длине сушильной камеры в 12 метров можно размещать 2 штабеля длиной по 6м, 3 штабеля по 4м или 4 штабеля длиной по 3м.
Длина сушильных камер с горизонтально - поперечной циркуляцией сушильного агента при расположении вентиляторов с торца камеры ограничена одним нормальным штабелем, на большую длину затруднительно распределить потом воздух к пиломатериалам. При верхнем размещении ряда индивидуальных вентиляторов на поперечных коротких валах, число штабелей на рельсовом пути можно увеличить до 2- 3. Поэтому, при более значительных объемах сушки лучше применять двуштабельные (по длине) камеры. К преимуществам таких камер относится также меньшее количество дверей (разгерметизирующих узлов), меньший фронт камер, укороченные транспортные пути. Удешевление строительства. Кроме того, сушильные камеры данного типа можно делать проходными - т.е. производить загрузку с одного конца камеры, а выгрузку с противоположного, что в ряде случае может быть необходимым.
Подача штабелей пиломатериалов в сушильные камеры данного типа производится, в основном, тележками, расположенными на рельсовых путях шириной колеи 1000мм, но применяются и другие способы подачи штабелей пиломатериалов.
Из всех известных типов сушильных камер с продольной загрузкой пиломатериалов (на 1, 2, 4 нормальных штабеля с одним и двумя параллельными рельсовыми путями), на малых лесозаготовительных предприятиях в зависимости от объема пиломатериалов запланированных к сушке, их спецификациям по породам, толщинам и длинам наиболее предпочтительными являются сушильные камеры, показанные на рис.2.3. Это камеры с загрузкой по одному рельсовому пути на один или два нормальных штабеля.
В большинстве камер возможна сушка пиломатериалов разной длины (6,3,4,2м) кратной общей длине камеры.
Сушильные камеры в зависимости от требуемого объема сушки пиломатериалов объединяются в сушильные блоки из необходимого числа камер.
В последние годы во всех регионах России появилось десятки предприятий, которые организовали разработку и изготовление лесосушильных камер различных собственных конструкции. Все эти камеры близки по своим характеристикам. В качестве примера приведены сушильные камеры с продольной загрузкой пиломатериалов, производства компании «Уралдрев - инто» г. Екатеринбург.
Таблица 2.2.
Основные технологические параметры сушильных камер с продольной
загрузкой пиломатериалов
|
Параметры |
Марки камер | ||
|
СК - 05 |
СК - 1 |
СК - 2 | |
|
Вместимость камеры, м3 условного п/м |
7,5 |
14 |
28 |
|
Производительность камеры, м3/год условного п/м |
500 |
1250 |
2500 |
|
Потребляемая мощность, кВт (ккал) |
25 (21500) |
50 (43000) |
100 (86000) |
|
Г абариты камеры, м |
|
|
|
|
Длина |
8,5 |
8,5 |
16,0 |
|
Ширина |
2,5 |
2,7 |
5,0 |
|
Высота |
2,6 |
3,1 |
3,1 |
|
Г абариты штабеля (h*b*l) |
6,5*1,3*2 |
6,5*1,8*2,2 |
6,5*1,8*2,2 |
|
Конечная влажность древесины,% |
8±2 |
8±2 |
8±2 |
Преимуществам таких камер являются меньшее количество дверей, укороченные транспортные пути, удешевление строительства. Кроме того, сушильные камеры данного типа можно делать проходными, т.е. производить загрузку с одного конца, а выгрузку с противоположного.

Рис.2.3. Сушильные камеры периодического действия с продольной загрузкой пиломатериалов для малых лесозаготовительных предприятиях и возможные схемы их загрузки: а - одноштабельные (с разовой загрузкой 6м (а1), 3м (а2), пиломатериалов); двухштабельные (с разовой загрузкой 6м (61), 4м (62), и 3м (бз), пиломатериалов) 1 - рельсовый путь; 2 -сушильный штабель; 3 - сушильная камера;