

43.Основные виды колебательных движений электрода ,порядок выполнения сварочных швов.
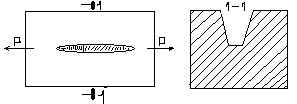
При сварки тонких листов накладывают шов в виде узкого валика (шириной 0,8 -1,5 диаметра электрода).При сварке толстых листов
Применяют уширенные валики .При таких щвах конец электрода совершает три движения поступательное вдоль линии шва и поперечно –колебательные движения

Схема движения электрода при ручной электродно-дуговой сварке.
44.Свареваемость Ме и сплавов (физическая и технолог.Сварив.)
Свариваемость-это техн-ое св-во материалов а также их сочетание образовывать в процессе сварки соединенияия отвечающие конструкционным и эксплутационным св-ам предъявляемые к ним .
ФИЗИЧЕСКАЯ свариваемость . .
Ме имеющие одинаковый хим-ий состав и
св-ва наз-ют однородными и обладают физической свариваемостью.
3-признака
- твердые растворы
- хим-ие соединения
- мех-ие смеси
ТЕХНИЧЕСКАЯ свариваемость
1 .тепловая св-есть (чугун, при высокой t и быстрым охлаждении происходит отбел. Серый чугун превращается в белый.)
2. конструктивная свариваемость
3. металлургическая свариваемость .
45.Расчетная оценка свариваемости сталей; классификация сталей по степени свариваемости.
предусматривает расчет эквивалентного содержания углерода с учетом химического состава стали
Cэкв.0.45% Сталь хорошо сваривается , приемлемы все виды сварки , не требуются специальные технологические операции и не требуется термическая обработка после сварки.
Ст.2, Ст.3, 09Г2.
Сэкв.≈ 0,45% Сталь удовлетворительно сваривается , требуются специальные технологические операции, а также зачистка кромок , подогрев металла и термическая обработка после сварки.
Ст.5, Ст.35, 15ХСНД.
Сэкв>0,45% Сталь плохо сваривается, при сварке таких металлов образуются
трещины независимо от проведения технологических операции.
46.Экспериментальные методы оценки свариваемости металлов и сплавов.
Дополняет рассчетно – теоретический метод они требуют максимального приближения образца к его работе в реальных условиях.
1)Разработан в МВТУ им. Баумана.
Берется пластинка с надрезом, надрез
заполняют валиком шва, при выполнении сварного шва прикладывают растягивающие усилия . Для получения достоверных данных варьируется скорость растяжения и сила давления.
Применяется для оценки стойкости сварного шва и околошовной зоны против образования горячих трещин .
46.Экспериментальные методы оценки свариваемости металлов и сплавов.
Дополняет рассчетно – теоретический метод они требуют максимального приближения образца к его работе в реальных условиях.
1)Разработан в МВТУ им. Баумана.

Берется пластинка с надрезом, надрез
з аполняют
валиком шва, при
выполнении сварного шва прикладывают
растягивающие усилия . Для получения
достоверных данных варьируется
скорость растяжения и сила давления.
аполняют
валиком шва, при
выполнении сварного шва прикладывают
растягивающие усилия . Для получения
достоверных данных варьируется
скорость растяжения и сила давления.
Применяется для оценки стойкости сварного шва и околошовной зоны против образования горячих трещин .