

37.Сварочные плавящиеся и неплавящиеся электроды,маркировка и требования,,предявляемые к ним. Типы электродных покрытий.
Плавящиеся электроды делятся:1.по назначению;
2.по типу покрытия ;3.по толщине покрытия;
По назначению электроды делятся на 5 групп:
1.Y-для сварки углеродистых сталей с пределом прочности на разрыв,т.е.Бвр не более60кг/мм3
Э38 Э42 Э46 Э46А Э50 Э50А,цифры-прочность
А-качество;
2.для сварки легированных сталей спределом прочности на разрыв больше 60кг/мм3:Э70,Э85,Э100,Э150;
3.для сварки высоколегированных сталей,
4.для сварки теплоустойчивых сталей,
5.для наплавки сталей с особыми свойствами
По типу покрытия электроды делятся
1.С кислым покрытием,т.Е.В состав покрытия входятокислы,железа,марганца,кремния,электроды
устойчивы к ржавчине
2.в состав покрытия входит ферросплавы,плавиковый шпат.Швы выплавляемыеиз таких электродов пластичны,стойки к образованию горячих трещин
3.целлюлозное покрытие/.в состав покрытия входит целлюлоза/.Используется для сварки в монтажных условиях
4.рутиловое покрытие/окись титанаи т.д./Такие электроды обладают хорошими технологичкслими свойствами.
По толщине покрытия:
1.М-тонкоеД/д меньще 1,2
2.С-покрытие средней толщины:1,2<Д/д<1,45
3.Д-толстое 1,4<Д/д<1,8
4.Г-особо толстое Д/д больше1,8
Неплавящиеся электроды изготавливают из вольфрама,угольные,графитовые/для зажигания сварочных дуг/ вольфрамовые:0,5….10мм
Угольные и графитовые-1,6….4мм
Длина электрода 250….750мм
38.Сварочная проволока,флюсы и защитные газы,классификация и область применения.
Флюсы.
Сварочные флюсы-это материалы,расплав которых необходим для сварочной ванны,также для раскисления и легирования шва.
Плавленные флюсы:изготавливают путём плавления всех веществ,входящих в состав флюса,затем охлаждают и гранулируют до зёрен нужного размера
Неплавленые:механическая смесь порощкообразных материалов,замещённых на жидком стекле
Маркировка:АН-348 АН-30 АН-26
В состав флюса входят:кварцевый песок,каолин,рутил,мрамор,фосфор,фтористые и хлористые соли,может входить ферроселекция
Сварочные материалы
Материалы,обеспечивающие протекание сварочных процессов и получение качественного сварного соединения:1/сварочные газы_2/проволока_3/электроды 4/флюсы
ГАЗЫ
Инертные:аргон,гелий.НИ с чем не вступают в химические реакции
Активные/защитные/
ПРОВОЛОКА/присадочная/
Служит для подвода электрического тока в зону горения дуги,а также дополнительного металла учавствующего в образовании сварного шва
6 марок из низкоуглеродистых сталей/СВ-08,СВ-08А,СВ-08Г,СВ-10АА/
А-качественная
АА-высококачественная
30марок из легированной стали/СВ-08Г2С,СВ-12*13/
41марка из высоколегированной стали
диаметр от 0,3,,,,,,,,,6мм
39.Автоматическая сварка под слоем флюса,сущность процесса,области применения,режимы сварки.Особенности подготовки деталей для авт. Cварки под слоем флюса.
Область применения1.:при изготовлении металлических конструкций большой протяжённости
2.в ответственных конструкциях работающих в условиях высокого давления,сильной агрессии,холоде/котлы,корпуса судов/
3.конструкции из металлов большой толщины-до 60мм
4.при массовом изготовлении конструкции
Достоинства:1.повышение производительности в 5-10 раз
2.высокое колличество швов/флюс/
3.незначительная потеря на дуге разбрызгивания,приблизительно3…5%
4.возможность сваривать металл толщиной до28мм,без разделки кромок
Сущность метода: под действием тепла сварочной дуги расплавляются электродная проволока,основной металл,часть флюса.В зоне сварки образуется газовая полость,насыщенная парами металла,флюса и газов.Расплавленный флюс защищает сварочную дугу от воздействия окружающей среды.
Особенности подготовки:
1.сварка на флюсовой подушке:
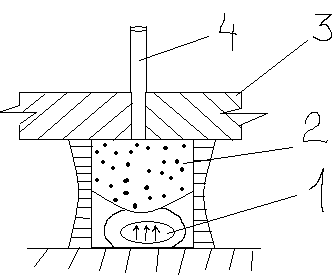
1.прорезиненный шланг
2.флюсовая подушка
3.свариваемый металл
4.электропроволока
Флюсовая подушка прижимается к нижней стороне свариваемого металла.При подаче воздуха щланг расширяетя и прижимает слой флюса к свариваемому стыку
2.Сварка под сжатием собственного веса

3.Сварка на съемной медной подушке
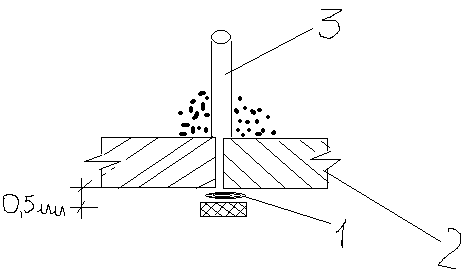
рис 2:
на съёмной медной подставке/для листов
толщиной до2мм:1.флюс_2.свариваемый металл_3.электр.проволока