Вопросы для самопроверки
1. Охарактеризуйте место промышленного робота в современном производственном процессе.
2. Какие социально-экономические проблемы решаются внедрением промышленных роботов?
Раздел 1. Автоматизация технологических процессов на базе локальных средств
Более подробная информация по данному разделу содержится в [1, 4, 5].
В раздел 1 включены следующие темы:
1.1. Автоматизированный технологический процесс в машиностроении
1.2. Оборудование автоматизированных производств
1.3. Автоматизация процессов сборки.
После изучения теоретического материала раздела 1 необходимо выполнить тренировочный тест №1 . Ответы на тренировочный тест №1 на с. 188. После выполнения тренировочного теста следует выполнить контрольный тест №1. Задание на контрольный тест студент получает у преподавателя, либо на учебном сайте СЗТУ. По данному разделу предусмотрено выполнение лабораторной работы №1.
Максимальное количество баллов, которое студент может получить за этот раздел, составляет 10 баллов (5 за тестирование, 5 за лабораторную работу).
Тема 1.1. Автоматизированный технологический процесс в машиностроении
Как известно технологический процесс состоит из трёх основных частей:
рабочего цикла – основной технологический процесс;
холостых ходов – вспомогательных операций;
транспортно-накопительных операций.
Основной технологический процесс тесно связан с ТСО (СПИД) (рис. 1.1) и ТСС. Рассмотрим подробнее ее составляющие:
С – это автоматизация рабочих и холостых ходов всех механизмов станка (автоматизация главного движения, подач и вспомогательных операций).
П – автоматизация установки, фиксации деталей на станке.
И – требования АПП к инструменту.
ТСЗ – технологические требования АПП к детали.
Вспомогательные операции – это автоматизация загрузки, разгрузки, установки, ориентации, фиксации, транспортировки, накопление и контроль деталей. Из всего вышесказанного видно, что АТПиП имеет комплексный подход.
Технологический процесс обладает большим количеством технико-экономических характеристик. В числе самых важных характеристик можно выделить: вид и количество производимой продукции, качество, производительность, гибкость, степень автоматизации, эффективность производственного процесса [1].
В качестве основных критериев оценки эффективности автоматизированных производств выступают:
производительность – количество годной продукции в единицу времени;
степень автоматизации;
гибкость
универсальность – возможность переналадки оборудования для выпуска различной продукции;
мобильность – время необходимое на переналадку оборудования при переходе с одного изделия на другое;
надежность – характеристика безотказности работы механизмов и элементов системы управления;
капиталовложения.
Производительность производственного процесса должна быть достаточной для того, чтобы обеспечить плановый объем выпуска продукции.
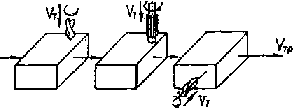
С точки зрения непрерывности рабочие машины можно разбить на три класса (табл. 1.1):
I класс – машины дискретного действия, которые требуют остановки изделия на рабочей позиции на период выполнения рабочего процесса (обычные токарные, сверлильные, фрезерные и другие станки, контрольные и сборочные автоматы и т. п.);
II класс – машины непрерывного действия, в которых орудия труда неподвижны, а предмет труда безостановочно движется (бесцентрово-шлифовальные станки при шлифовании на проход, станки или приспособления для непрерывного фрезерования, некоторые типы контрольных и сборочных автоматов и т. п.);
III класс – машины непрерывного действия, в которых перемещается как предмет труда, так и орудие труда, т. е. изделие и инструмент; в дальнейшем мы их будем называть квазинепрерывными (роторные машины и автоматические линии Л. Н. Кошкина). Производительность машины I класса определяется по формуле
![]() ,
,
где T – время цикла.
![]() ,
,
где tм – машинное время; tx – холостое время (возврат инструмента); tз – время фиксации и зажима; to – время освобождения (разжим и расфиксация); tтр – время транспортирования.
Производительность машины I класса ограничивается временем технологического цикла и может быть увеличена либо за счет уменьшения, либо за счет увеличения числа рабочих позиций.
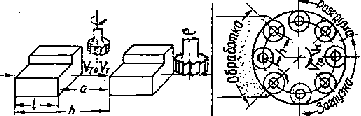
Производительность машины II класса определяется по формуле
![]()
где uт – скорость технологического движения (скорость транспортного движения); l – размер детали, измеренный в направлении движения; a – расстояние между двумя изделиями.
Таблица 1.1
Классификация машин по степени непрерывности процесса
Класс |
Инструмент (раб. зона) |
Изделие |
Примеры схем и систем машин |
1 дискретные |
неподвижен |
неподвижно |
|
2 непрерывные |
неподвижен |
движется |
|
3 Квази-непрерывные |
движется |
движется |
|
Производительность машин II класса не ограничивается временем технологического цикла, а зависит лишь от скорости технологического движения и, конечно, от размера изделия.
Производительность машин III класса определяется по формуле
![]()
где υтр – скорость транспортного движения.
Здесь скорости транспортного и технологического движения независимы друг от друга, поэтому производительность теоретически может быть сколь угодно высокой.
Степень автоматизации производственных процессов оценивается отношением времени автоматической работы к рассматриваемому периоду времени. В зависимости от того, какой промежуток времени рассматривается, различают цикловую, рабочую и эксплуатационную степени автоматизации.
Цикловая степень автоматизации (Кц) – отношение времени автоматической работы tа в течение цикла к полному времени цикла tц:
![]() .
.
Кроме того можно оценить безразмерным показателем степень автоматизации Ка, позволяющим количественно оценить уровень автоматизации отдельного вида оборудования, системы станков или производственного процесса:
 ,
,
где Кручi, Кавтi, Кполавтi – нормированные значения функций или операций, выполняемых в ручном, автоматическом, полуавтоматическом (или в автоматизированом) режимах принимают соответственно «0», «1» и «0,5»; n – общее количество функций или технологических операций, выполняемых на отдельном станке; Nруч, Nавт, Nполавт – количество ручных, автоматических полуавтоматических (или автоматизированных) функций или операций.
Гибкость производственного процесса или оборудования – это их способность к переналадке, адаптации к изменяющимся требованиям или условиям производства (например, к смене объекта производства).
Одним из способов комплексной оценки гибкости является способ экономической оценки по формуле
![]() ,
,
где П – затраты на переналадку станка или системы машин, руб.; А – амортизационные отчисления, руб.
Если сравнивать по себестоимости единицы продукции в зависимости от объема годового выпуска, то автоматизацию можно разделить на жесткую и гибкую (1.2). Гибкая автоматизация целесообразна в диапазоне годового объема выпуска от десятков и сотен тысяч деталей до нескольких миллионов. Свыше нескольких миллионов выгодно применять жесткую автоматизацию, а при нескольких сотнях деталей в месяц целесообразен ручной труд.