Тема 1.3. Автоматизация процессов сборки
Сборка
представляет собой технологический
процесс соединения деталей машин в
сборочные единицы и машину в целом.
Р
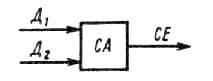
Рис.
1.3. Структурная схема автоматической
сборки методом ПВ
азличают пять методов достижения
точности (МДТ) замыкающих звеньев
размерных цепей: полная взаимозаменяемость
(ПВ), неполная взаимозаменяемость (НВ),
групповая взаимозаменяемость (ГВ),
регулирование (Р), пригонка (П).
Структурная
схема автоматической сборки методом
ПВ показана на рис. 1.3. Сборочный автомат
(СА),
осуществляющий
сборку двух деталей Д1
и Д2,
которые
поступают на его вход, обеспечивает
получение сборочной единицы (СЕ).
Гарантированное
обеспечение требуемого размера
замыкающего звена при полной
взаимозаменяемости позволяет отказаться
от контроля замыкающего звена,
получающегося в результате сборки.
При ПВ достаточно контролировать размеры
деталей, подаваемых на сборку.
П
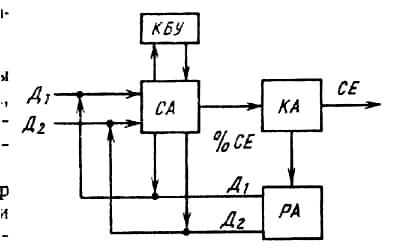
Рис.
1.4. Структурная схема автоматической
сборки методом НВ
ри использовании метода НВ не у всех
собранных сборочных единиц гарантируется
получение замыкающего звена в требуемых
допусках. Поэтому приходится осуществлять
100%-ный контроль изделий. Структурная
схема сборочного автомата, реализующего
сборку методом НВ, показана на рис. 1.4.
Детали Д1
и Д2
собираются в сборочном
автомате СА. Все
СЕ должны
пройти контрольный автомат (КА)
и часть СЕ,
попавших в процент риска,
будет отбракована. Эти СЕ
должны быть разобраны
разбирающим автоматом (РА),
а составляющие детали
возвращены для повторной сборки в другом
сочетании. Для предотвращения заклинивания
и поломок в процессе сборки предусмотрено
контрольно-блокировочное устройство
(КБУ),
которое прерывает сборочный
процесс, выводит из зоны сборки несобранные
детали, возвращает автомат в исходное
состояние для продолжения сборки других
деталей. КБУ срабатывает
при получении текущей информации о
сборочном процессе. Для этого бывает
достаточным контролировать силы в
процессе соединения деталей на рабочей
позиции сборочного автомата, например
осевую силу при постановке валика во
втулку.
С
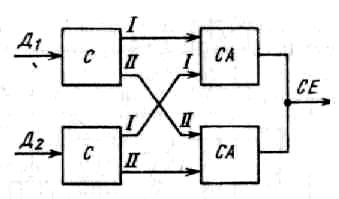
Рис.
1.5. Структурная схема автоматической
сборки двух деталей методом ГВ
хематично сборка двух деталей
методом ГВ показана на рис. 1.5. При
автоматической сборке методом ТВ детали
должны быть предварительно
рассортированы по размерам на группы
сортировочными автоматами С. Далее
детали Д1
и Д2
первой размерной группы
собираются сборочным автоматом СА.
Аналогично собираются
детали других размерных групп. В пределах
одной размерной группы достижение
точности изготовления изделий
осуществляется методом ПВ. Поэтому в
собранных изделиях гарантируется
достижение требуемого размера замыкающего
звена и дополнительный контроль не
требуется.
Достижение
требуемой точности замыкающего звена
регулированием размера в автоматической
сборке может осуществляться с
использованием подвижного или неподвижного
компенсатора. При регулировании
необходимо получать информацию в
процессе сборки и организовать обратную
связь.
П
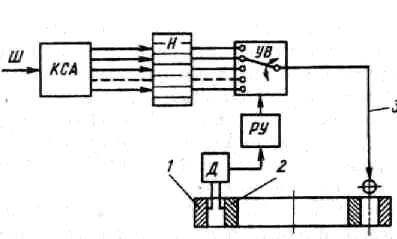
Рис.
1.6. Схема автоматической сборки
шарикоподшипников
римером использования метода
регулирования в автоматической сборке
может быть автоматическая сборка
подшипников. Размеры шариков Ш
(рис. 1.6), поступающих на
сборку, измеряются в контрольно-сортировочном
автомате (КСА),
и шарики сортируются по
размерам на 50 размерных групп через 2
мкм. Рассортированные по группам шарики
попадают в накопители (Н).
На позицию автомата
поступают два кольца шарикоподшипника:
наружное 1 и
внутреннее 2. Радиальный
зазор между двумя пришедшими на сборку
кольцами 1 и
2 автоматически
измеряется датчиком (Д).
Сигнал от датчика поступает
в решающее устройство (РУ)
и далее в устройство
выбора (УВ)
размеров шариков. УВ
включает и переключает
подвижный лоток на кассету накопителя
с требуемыми размерами шариков.
Необходимое число шариков нужного
размера по трубчатому лотку 3
подается на сборочную
позицию.
П
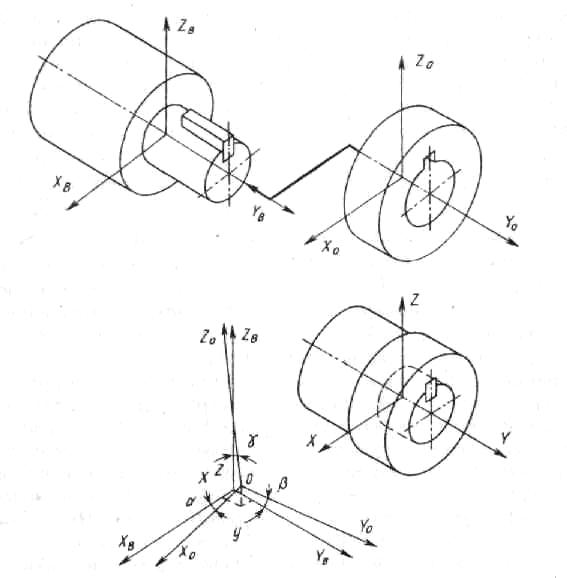
Рис.
1.7. Схема совмещения основной и
вспомогательной координатных систем
соединяемых деталей при сборке
остроим на сопрягаемых комплектах
баз собираемых деталей координатные
системы. Назовем координатную систему
XaYBZB,
построенную на вспомогательных
базах, вспомогательной координатной
системой (рис. 1.7). Результатом сборки
должно стать совмещение основной
координатной системы XQY0ZQ
со вспомогательной XBYBZB
с требуемой по служебному
назначению этого соединения точностью.
Точность совмещения координатных систем
может отображаться шестью параметрами:
тремя отклонениями х,
уу,
z
положения начала основной
координатной системы XYZ
во вспомогательной и
тремя углами поворота α, β, γ координатных
осей. Предельно допустимые отклонения
указанных параметров или их допуски
характеризуют требуемую точность
установки присоединяемой детали при
сборке сборочной единицы и определяются
исходя из служебного назначения этой
сборочной единицы. В результате сборки
должны реализоваться требуемые
конструкторские размерные связи в
сборочной единице, обеспечивающие
требуемые положения и относительные
движения исполнительных поверхностей
машины.
А
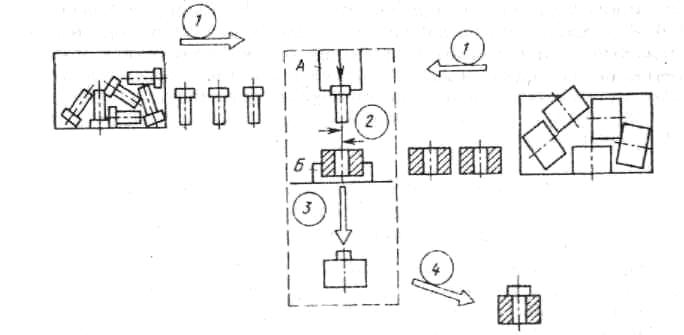
Рис.
1.8. Этапы сборки
втоматическую сборку можно разделить
на ряд последовательных этапов: подача
предварительно ориентированных деталей
в рабочую зону сборочного автомата;
ориентирование присоединяемой детали
относительно базовой; присоединение и
закрепление детали; освобождение рабочей
зоны сборочного автомата от собранной
сборочной единицы.
Этапы
сборки иллюстрирует рис. 1.8 на примере
автоматической сборки валиков и втулок.
Валики и втулки подаются (1) к рабочим
органам А и
Б сборочного
автомата в предварительно ориентированном
виде так, что оси валиков и втулок
располагаются вертикально. Без
предварительной ориентации валики и
втулки не могут быть автоматически
захвачены рабочими органами сборочного
автомата. Далее, для того чтобы было
возможно установить валик в отверстие
втулки перемещением захвата А
вниз,
необходимо обеспечить соосность валика
и отверстия во втулке (2), иначе торец
валика упрется в торец втулки, автомат
может заклинить. Соосность деталей
перед их соединением обеспечивается
соосностью захватных устройств А
и
Б сборочного
автомата. Если соосность валика и втулки
в пределах установленного допуска
обеспечена, то движением схвата А
вниз валик
вводится в отверстие во втулке (3) и
осуществляется соединение двух деталей.
С
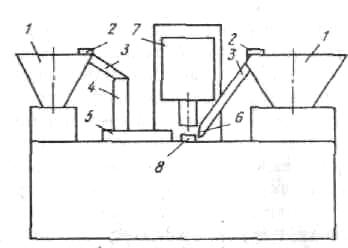
Рис.
1.9. Компоновка однопозиционного
сборочного автомата:
1 –
вибробункера для
хранения и подачи собираемых деталей;
2 –
ориентирующие устройства; 3
– лотки; 4
– магазин; 5
– питатель; 6 –
отсекатель; 7 – силовая головка; 8
– выталкиватель
обранная сборочная единица должна
быть удалена (4) из рабочей зоны сборочного
автомата, чтобы освободить место для
следующих деталей. Из рассмотренных
четырех этапов автоматической сборки
первый и четвертый этапы являются
транспортными. Требования к точности
относительного положения деталей на
этих этапах сравнительно не велики.
Соединение деталей в сборочную единицу
осуществляется на втором и третьем
этапах. На этих этапах требуется
обеспечить определенное относительное
положение деталей в более узких допусках,
чем на других этапах. Компоновка
сборочного автомата показана на рис.
1.9.

