

Вопросы для самопроверки по теме 5.2:
Для автоматизации каких технологических процессов применяются автоматические линии параллельного действия?
Какой принцип организации параллельных автоматических линий обеспечивает наибольшую производительность?
Может ли увеличение числа позиций в автоматических линиях параллельного действия привести к падению производительности?
Тема 5.3. Автоматические и линии последовательно-параллельного действия
По схеме последовательно-параллельного действия создаются наиболее производительные автоматы и все многопоточные автоматические линии.
На рис. 5.8 показаны схемы различных вариантов автоматов и линий последовательно-параллельного действия.
На схеме (рис. 5.8, а) представлена система из р параллельных потоков с линейно расположенными последовательными позициями. По такой схеме строят автоматические линии с жесткой связью, когда после каждого шага транспортера две или несколько деталей последовательно перемещаются на очередные позиции для обработки.
По схеме (рис. 5.8, б) работают автоматы последовательно-параллельного действия с расположением рабочих позиций по окружности.
С увеличением числа позиций в автомате последовательно-параллельного действия количество возможных комбинаций возрастает.
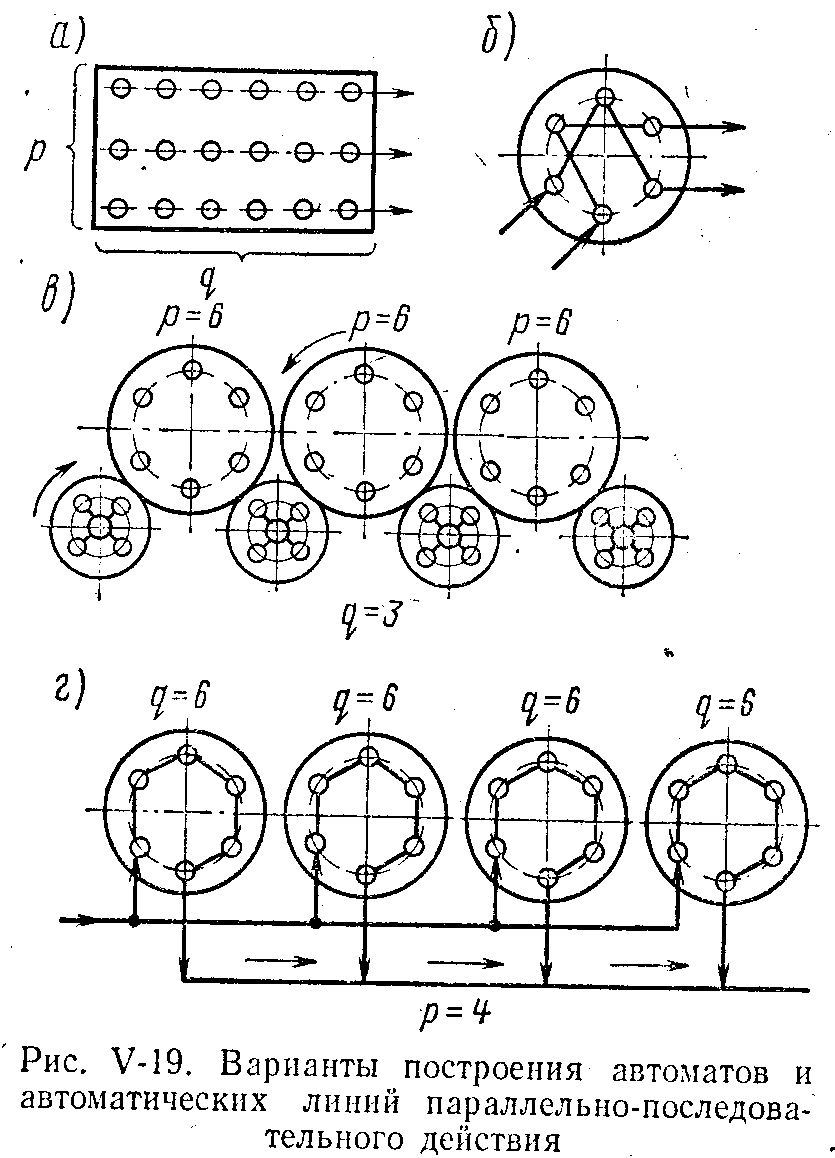
Рис. 5.8. Варианты построения автоматических линий последовательно-параллельного действия
Автоматические линии последовательно-параллельного действия можно строить по двум основным вариантам:
1) линии из автоматов параллельного действия, соединенных последовательно; если эти автоматы роторного типа, автоматические линии также называются роторными;
2) линии из многошпиндельных автоматов последовательного действия, соединенных параллельно.
На рис. 5.8, в изображена схема автоматической линии из роторных автоматов, связанных между собой транспортными роторами. В каждом роторе параллельно (со смещением по фазе) обрабатываются пять деталей. На каждом из роторов выполняется одна операция; детали, перемещаясь последовательно с одного ротора в другой, постепенно проходят весь процесс обработки. На рис. 5.8, г представлена схема автоматической линии, состоящая из многошпиндельных автоматов последовательного действия, работающих параллельно.
В автоматах последовательно-параллельного
действия в обработку поступает р
изделий, которые выдаются за один рабочий
цикл. Отсюда производительность
автоматах последовательно-параллельного
действия в обработку поступает р
изделий, которые выдаются за один рабочий
цикл. Отсюда производительность
![]() .
.
Технологический процесс обработки общей длительностью tро дифференцирован на q рабочих позиций, следовательно, время рабочего хода tp = tpо/q. Длительность рабочего цикла
![]() .
.
Производительность автоматов последовательно-параллельного действия в зависимости от числа последовательных позиций параллельных потоков обработки показана на рис. 5.9.
Вопросы для самопроверки по теме 5.3
Как изменяется количество возможных комбинаций настройки в автомате последовательно-параллельного действия?
Как изменяется производительность автоматической линии последовательно-параллельного действия при увеличении количества последовательных позиций? Аргументируйте свой ответ.